برای انجام عملیات هات تپ به بهترین نحو، باید مجموعه عوامل دخیل در فرایند به بهترین شکل سازماندهی و آماده شده باشند تا اجرای فرایند با کمترین ایراد و بیشترین بازدهی به ثمر برسد. عملیات هات تپ مجموعه عواملی به عنوان پیش شرط خود دارد که رعایت نکردن هر کدام از آن ها به معنای در معرض خطا قرار دادن فرایند خواهد بود. مجموعه روش های اجرای عملیات هات تپ، طراحی ها و برنامه های hot tap، نیروی کار اجرایی عملیات و سایر عوامل، مولفه هایی هستند که گرچه جداگانه، اما به صورت یک کل به هم مرتبط به همدیگر زنجیر شده اند و در نظر نگرفتن هر کدام از آن ها به کل کار آسیب خواهد رساند.
یکی از مولفه های اثرگذار و بسیار مهم در اجرای عملیات هات تپ متریال هایی است که برای ساخت قطعات و اتصالات، و نیز اجرای عملیات هات تپ برگزیده می شوند. اغراق در خصوث اثرگذاری این مولفه ها همواره مفیده به فایده خواهد بود چرا که مجری hottap با به کار گماردن بهترین نیروی انسانی و به روزترین روش های اجرایی عملیات هات تپ، اگر در خصوص تهیه و تأمین متریال های ساخت دچار ایراد شود تمامی فعالیت های بی ثمر باقی خواهد ماند و از این رو ترجیح بر آن است که در خصوص این آیتم احتیاطات خاص مبذول شود. انتخاب بهترین متریال همواره به معنای برگزیدن مستحکم ترین ابزارهای ساخت نخواهد بود.

متریال ها در عملیات هات تپ در تمامی مراحل مورد استفاده قرار می گیرند. طیف گسترده ای از مواد متریال ها را می توان در هر کدام از این مراحل نام برد و در خصوص ویژگی هایی که می بایست داشته باشند اشاراتی را افزود. اما در این نوشتار فرض بر آن است که اتصال خط لوله برای انجام عملیات هات تپ با بهترین کیفیت ساخته شده و نصب گردیده است، و تست های لازم فشار نیز با موفقیت روی آن انجام شده است. بنابراین به آن دسته از متریال هایی خواهیم پرداخت که برای انجام خود عملیات مورد استفاده قرار می گیرند.
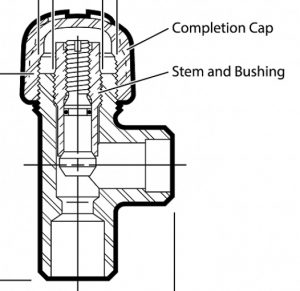
اولین و مهم ترین فرایند برای اجرای هات تپ پس از نصب اتصال، آماده سازی دستگاه hot tap خواهد بود. باید توجه داشت که به اقتضای هر عملیات هات تپ، دستگاه مناسب با سایز و مختصات فشار و دمای آن باید آماده سازی و تجهیز شود تا عملیات به نو احسن انجام گیرد. معمولاً اگر دستگاه هات تپ قابلیت های عملیاتی متناسب با پروژه را داشته باشد دیگر نیازی به باز کردن آن و انجام اصلاحات لازم روی شفت و گیربکس دستگاه وجود نخواهد داشت. اما گاهی اوقات به اقتضای شرایط فنی عملیات یا آسیب دیدن دستگاه هات تپ و بروز ایراد در عملکرد آن می بایست، دستگاه را باز کرده و تعمیرات و تعویض اجزا و قطعات را روی آن انجام داد. برای مثال زمانی که عملیات روی خط لوله بخار انجام می گیرد و نسبت به میزان مقاومت دستگاه در مقابل فشار و دمای بخار اطمینان نداریم بهتر آن است که عملیات های اصلاحی و تقویتی روی دستگاه انجام گیرد تا برای انجام فرایند به شکلی مطمئن آماده شود. در این شرایط شفت دستگاه مورد آزمون قرار می گیرد و ضریب مقاومت آن سنجیده می شود. در صورت بروز ابهام در خصوص توان این قطعه از دستگاه، باید شفت را با استفاده از اجزای تقویتی پشتیبانی کرد و حتی ممکن است به این جمع بندی برسیم که شفت مذکور به کل برای انجام عملیات مناسب نبوده و نیاز به تعویض آن وجود دارد. در این حالت، در خصوص سفارش شفت یا تهیه متریال های آن باید محاسبات دقیق فنی صورت گیرد تا بهترین آلیاژ برای انجام کار انتخاب شود. باید توجه داشت که بهترین آلیاي به معنای سنگین ترین آلیاژ نیست. چه بسا آلیاژهای سنگین به صورت بی مورد بر وزن دستگاه هات تپ افزوده و زمان استهلاک آن را کاهش دهند.
در خصوص گیربکس نیز تقویت های لازم از طریق فرایندهای طراحی و برنامه ریزی، و آنالیز مهندسی انجام می گیرد و بر اساس آن قطعات با جنس و آلیاژ مناسب برای ساخت اجزای تقویتی تهیه می شوند. همچنین برای تقویت خود دستگاه هات تپ و اتصالات آن روی همدیگر نیز می توان با چاره اندیشی های مهندسی، قطعات با متریال های مناسب را بدان افزود و با استفاده از قابلیت شان بر ضریب اطمینان کار نهایی اضافه کرد.
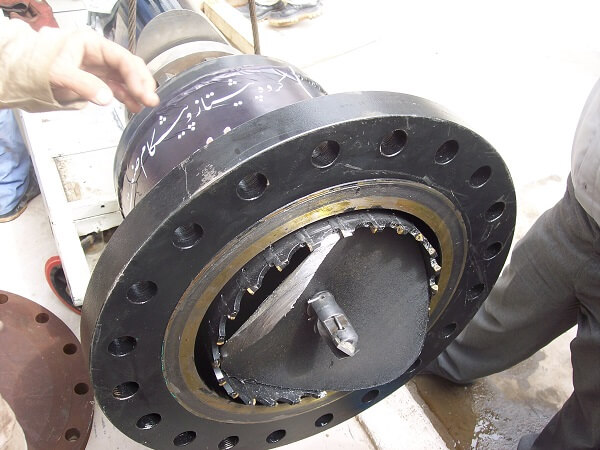
اما آیتم مهم تر آماده سازی کاتر و هولدر آن به منظور برش گرم لوله از طریق فرایند hottap است. کاتر دستگاه هات تپ ابزاری گردبر است که فرایند ضمن دوران حول محور مته راهنمای خود، لوله را به سایز مورد نظر می برد. حین برش فشار زیادی به کاتر وارد می شود و این اتصال متوجه تنش بالایی خواهد بود. این امر در خصوص برش گرم لوله هایی که ضخیم تر بوده و آلیاژ سنگین تری نیز دارند بیشتر صدق خواهد کرد. از این رو باید در انتخاب جنس کاتر دقت ویژه ای را به خرج داد. در صورتی که کاتر در برابر فشار وارده از ناحیه درگیری خود با لوله حین برش توان و تحمل کافی را نداشته باشد، حین فرایند hot tap ضمن برش ممکن است دچار کج تابی و اعوجاج شود و کارکرد خود را از دست بدهد. بنابراین در خصوص متریال ساخت کاتر باید حساسیت داشت. همچنین الماسه های کاتر که وظیفه اصلی برش لوله را انجام می دهند نیز باید قابلیت برش لوله به مطمئن ترین شکل ممکن را داشته باشند. در غیر این صورت بدیهی است که برش گرم لوله به مشکل دچار خواهد شد.
متریال های ساخت و نصب در دستگاه هات تپ همگی بر اساس مشخصات فنی لوله و سیال درون آن برگزیده می شوند. مجری عملیات هات تپ باید درک مهندس دقیق و عمیقی از فرایند داشته و متریال های ساخت را به گونه ای برگزیند که ضمن پیشگیری از بروز آسیب به هر یک از مراحل هات تپ، فشار و وزن اضافی نیز به دستگاه و اتصالات وارد نشود. در خصوص متریال های مذکور نباید دچار افراط و تفریط شد. تقریط و اهمال در خصوص اهمیت فاکتورهای فنی در انتخاب متریال ها باعث بروز آسیب به فرایند خواهد شد و افراط بیش از اندازه در انتخاب سهت ترین متریال ها نیز سبب می شود بار اضافی بر عملیات هات تپ وارد شود و بهره وری و کارآمدی آن کاهش یابد. برگزیدن راهی میانه در این دو حد مستلزم مطالعات مهندسی و اجرایی برای عملیات هات تپ است.