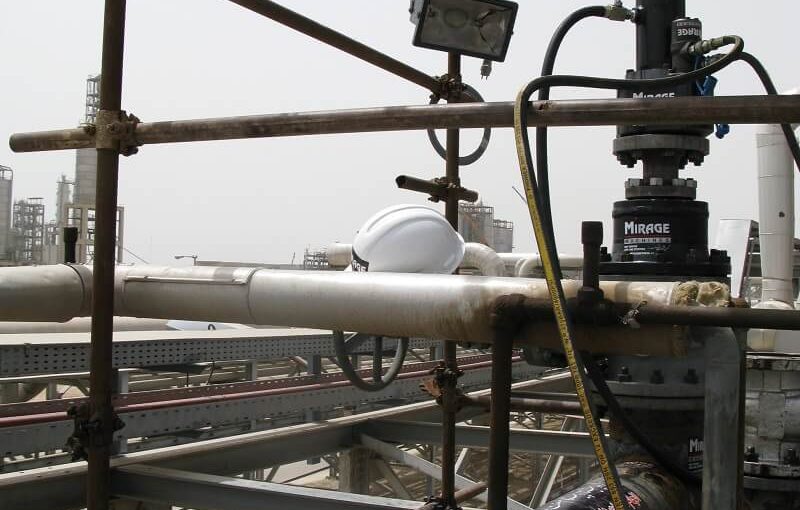
انشعاب گیری یا هات تپ از خطوط لوله برای اضافه کردن شیر، تنظیم کنندگان، اتصالات انشعابی و دیگر دستگاهها به خطوط لوله موجود و نیز انجام تعمیرات خدمات در خطوط لوله استفاده میشود. در انشعاب گرم هات تپ روی یک خط لوله در حال سرویس، لازم است که یک ورودی در لوله برای وارد کردن شیر یا تنظیمکننده یا برای اتصال لوله شاخه قطع شود. برای جلوگیری از حرکت سیال درون لوله، یک زین یا سدل که قابلیت آب بندی آن کاملا تضمین شده است روی لوله متصل میشود و انجام هات تپ در آن محل انجام می شود. این زین دارای یک دریچه ورودی نیپل است که امکان دسترسی به لوله بدون اجازه دادن به مایع برای فرار از لوله را فراهم می کند.
با توجه به شرایط مادی و فیریکی متریال ها، سیستمهایی که از لوله پلاستیکی استفاده میکنند، نیاز به ملاحظاتی متفاوت از لولههای فلزی در هنگام ضربه زدن شدید دارند. حداقل سه تکنیک در حال حاضر شناختهشده و برای انشعاب گیری هات تپ لولههای پلاستیکی برای وارد کردن شیر یا اتصال شاخه استفاده میشود، که همه آنها دارای محدودیتهای مهمی هستند. رایجترین تکنیک مورد استفاده شامل فشردن لوله پلاستیکی برای مسدود کردن جریان از طریق لوله بعد از آن است که اتصال شاخه را میتوان نصب کرد. با این حال فشار دادن ممکن است بر مقاومت طولانیمدت لوله تاثیر بگذارد. علاوه بر این، خطر ایمنی بالقوه ناشی از تولید الکتریسیته ساکن ایجاد میشود. و در نهایت، جریان از طریق لوله وقفه ایجاد میشود که کمتر از شرایط مطلوب است.
یک تکنیک مشهور بیشتر مستقیم است و شامل نصب شیرهای موجود تجاری است که در هنگام نیاز از طریق جعبههای شیر تحریک شوند. با این حال، هزینه چنین نصب سوپاپ بسیار بالاست. علاوه بر این، بازسازی سیستمهای لولههای پلاستیکی با شیرهای شناختهشده نیازمند دو فشار است، در نتیجه منجر به وقفههای ایجاد جریان و خطرات ایمنی ناشی از تولید الکتریسیته ساکن میشود.
تکنیک سوم یک طرح تجاری است که به طور خاص برای لولههای پلاستیکی طراحی شدهاست. با این حال، این نوع از مسدود کننده خط در درجه اول برای توقف موقت جریان در یک لوله پلاستیکی در نظر گرفته میشود و برای استفاده به عنوان شیر مناسب نیست. علاوه بر این، وسایل شناختهشده این نوع نیز به اندازه لوله ۴ اینچی و به علت ماهیت پیچیده مکانیسمهای خود محدود هستند. در نتیجه چنین مسدود کننده هایی برای لولههای پلاستیکی که قطر آنها کمتر از ۴ اینچ است، مناسب نیستند.

هات تپ بهترین روش برای ایجاد انشعاب روی خطوط لوله پلاستیکی است مشروط بر این که مهارت ها، آموزش ها و استانداردهای انجام کار بر روی پلاستیک لحاظ شده باشد. در عملیات هات تپ روی خطوط لوله غیر فلزی نظیر پلاستیک ابتدا به ساکن باید نوع و جنس لوله مد نظر باشد تا متوجه شویم که آیان امکان برش گرم هات تپ روی آن وجود دارد یا نه. بنابراین مهندسین عملیات هات تپ باید در درجه اول به این نکته توجه کنند که امکان برش گرم روی لوله مقدرو هست یا نه؟ مجموعه ای از مطالعات امکان سنجی و در صورت نیاز انجام تست ها و بازرسی های اولیه برای امکان سنجی طرح مد نظر قرار خواهد داشت که همگی باید با دقت کامل انجام شود.
چنان که می دانیم وظیفه اصلی را در برش گرم هات تپ کاتر دستگاه هات تپ به انجام می رساند. این قطعه از دستگاه است که با لوله درگیر می شود و ضمن پیش روی و نفوذ درون آن، برش را به انجام می رساند.
باید با توجه به جنس لوله و میزان انعطاف پذیری، خشکی و سختی آن بهترین نوع الماسه برای انجام عملیات برش هات تپ را برگزید. چنان که می دانیم کاترهای دستگاه هات تپ به دو نوع اند، یک سری از این کاترها که معمولاً مختص سایزهای پایین تر هستند یک تکه بوده و الماسه ها در آن مستقیما به روی کاتر نصب هستند. سری دیگر از کاترها دارای الماسه های جداگانه بوده که از طریق نگهدارنده هایی روی کاتر به آن متصل می شوند. در این دسته از کاترها مجری عملیات هات تپ قادر است با توجه به جنس لوله بهترین نوع الماسه متناسب با شرایط کار را برگزیده و به روی کاتر نصب کند.
تنها در صورتی هات تپ روی خطوط لوله پلاستیکی مجاز است که الماسه های کاتر جوابگوی برش لوله باشند و فرایند برش با ایراداتی نظیر ترک خوردن و شکستن لوله مواجه نشود. پس از دست یابی به نتیجه مساعد، فرایندهای بعدی مورد نیاز برای هات تپ به انجام خواهند رسید. یکی از مهم ترین این گام ها ساخت اتصال انشعابی برای لوله پلاستیکی است. طبیعی است در این خصو نیز باید بسیار محتاطانه و با توجه ویژه کار کرد. اتصال ساخته شده نباید آن چنان سنگین باشد که روی لوله اثر منفی بگذارد و باعث کژتابی و تحمیل وزن نامتعارف به لوله شود. در این صورت ممکن است لوله به مرور تغییر شکل و انحراف زاویه ای پیدا کند و در درازمدت شاهد بروز مشکلاتی سنگین نظیر نازک شدن دیواره لوله، سوراخ شدن و حتی شکسته شدن آن شویم.
از سوی دیگر جنس لوله اتصال باید به گونه ای باشد که پاسخگوی فشار سیال و خط نیز باشد. قرار بر آن است که اتصال برای طولانی مدت فشار سیال را تحمل کند و بتواند با آب بندی کامل مجموعه از نشتی و سر ریز سیال تحت هر شرایطی ممانعت کند. بنابراین جنس اتصال، ضخامت، سایز و سایز مشخصات آن باید به گونه ای باشد که این کارکرد را به بهترنی نحو ممکن انجام دهد. در غیر این صورت ممکن است با ایراداتی پس از مرحله بهره برداری مواجه شویم که طبیعتاً رفع آن ها هزینه ای به مراتب سنگین تر متوجه مجموعه می کند.
نکته آخر در مورد اتصال مورد استفاده برای انجام عملیات هات تپ این است که چون جوشکاری روی خط لوله پلاستیکی امکان پذیر نیست اتصالات مذکور به شیوه مکانیکی روی خط لوله نصب خواهند شد و از این رو باید ساز و کارهای لازم برای اینکه به مستحکم ترین شکل ممکن روی لوله پیچ و مهره شوند تدبیر شود.
پس از انجام این دست اقدامات اولیه، عملیات اجرایی انشعاب گرم هات تپ روی لوله به انجام می رسد. در این خصوص نیز اپراتور و مجری عملیات هات تپ باید دانش و درایت کافی برای پیش بینی روند و میزان پیشروی لازم دستگاه در هر دور را داشته باشد. مجری عملیات هات تپ باید این دانش را داشته باشد تا تشخیص بدهد که میزان دوردهی به دستگاه و سرعت پیشروی به چه اندازه باشد تا نه به لوله، نه اتصال و نه کاتر آسیبی وارد نشود. در این خصوص نیز باید مطالعات و هم اندیشی های لازم میان تیم های مهندسی و طراحی و برنامه ریزی، و اپراتورهای اجرایی که سابقه و مهارت بالا در زمینه کار اجرایی هات تپ دارند اتخاذ شود تا طرحی کلی از این فرایندها در ذهن مجریان فرایند هات تپ وجود داشته باشد.