استاپل یا انسداد خطوط لوله فرایندی است که هات در ان نقش بسزایی دارد .استاپل (Stopple) یا انسداد خطوط لوله یکی از بهترین راهکارها برای رفع نشتی، اصلاح ایرادات خطوط لوله، نصب و راه اندازی ابزارهای و تجهیزات اندازه گیری و کنترل بازرسی و نیز کلیه فرایندهایی است که می بایست حین فعالیت یک مجتمع روی بخش هایی از خطوط لوله به انجام برسد.به این منظور باید برای مسدودسازی خط ابتدا خط در دسترس قرار گیرد و این کار از طریق عملیات هات تپ انجام می شود برای انسداد لوله بخشی از ان از فرایند خارج شده و عملیات اصلاحی روی ان قسمت انجام میشود. استاپل یکی از مطمئن ترین روش ها برای انسداد خط لوله است که با نصب خط فرعی جریان سیال یا بای پس، جریان سیال درون لوله متوقف نشده و و فرایندهای جاری واحد صنعتی مختل نمی شود که در مقایسه با روش های سنتی یک مزیت بسیار بزرگ است. اگر فرایند هات تپ به هر دلیلی دچار ایراد شد بدون شک مجری استاپل نیز در پیشبرد فرایند انسداد خط لوله با مشکل مواجه خواهد شد. استاپل معمولاً به منظور تعمیر و تعویض قطعات و تجهیزات روی خطوط لوله انجام می شود.
انجام یک عملیات مطمئن استاپل
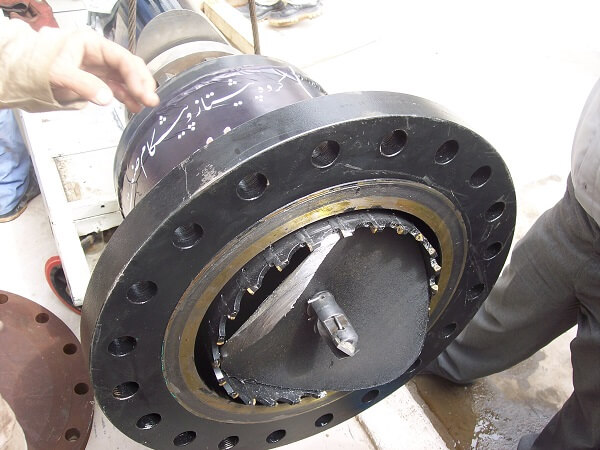
تجهیز مناسب دستگاه استاپل: دستگاه استاپل عملکرد اصلی خود را از لحظه نصب تا زمانی انجام می دهد که بخش جدا شده لوله تخلیه فشار و بریده می شود. در این بازه زمانی دستگاه استاپل باید مجموعه را کاملاً آب بندی کرده و از بروز هر گونه نشتی ممانعت به عمل آورد.
تأسیسات و فرایندهای پشتیبانی : موتور محرک هیدرولیکی دستگاه استاپل نیازمند برق رسانی است. از این لحاظ نباید مشکلی متوجه عملیات شود.
بازرسی فنی و ایمنی: عملیات انسداد خطوط لوله در چند مرحله نیاز به تست های جوش. فشار روی اتصالات دارد. تمامی این مراحل باید به دقت و توسط بازرسین قابل اعتماد و متبحر انجام شود.
انتخاب یک تیم متبحر در زمینه انجام عملیات انسداد خطوط لوله: تیم اپراتورها باید با اشراف به تمامی متغیرهای تعیین کننده عملیات انسداد خط، به بهترین شکل ممکن شرایط را رصد کرده و از بروز هر گونه آسیب یا سانحه در حین کار پیشگیری و جلوگیری کنند.
استاندارد های استاپل
انجام موفق استاپل مستلزم رعایت الزامات مراحل مختلف فرایند است. از سوی دیگر عملیات انسداد خط لوله مستلزم رعایت نکات ایمنی و بهداشتی متعددی است. جانمایی محل انجام کار از فاکتورهای تعیین کننده است. داربست بندی و بسکت در شرایطی که کار روی ارتفاع انجام می شود، و حفاری مناسب و دقیق در زمانی که کار در عمق زمبن انجام می شود استفاده از وسایل حفاظت فردی نظیر دستکش کار، لباس کار، کمربند ایمنی و سایر ابزارهای حفاظتی نیروی کار ضروری است. جعبه کمک های اولیه، آموزش های ایمنی اولیه و مقدماتی به اپراتورهای استاپل پیش از آغاز کار و مواردی از این دست، فاکتورهایی هستند که به هیچ وجه نباید از آن ها غافل بود تدوین دستورالعمل ها به بهترین نحو ممکن، روش های اجرایی پیاده سازی هات تپ و استاپل، انجام فرایندهای اجرایی و تأمین تجهیزات و بهره گیری از نیروی کار کارآزموده و مجرب آیتم هایی هستند که در کنار یکدیگر می توانند ضامن انجام بهینه یک فرایند باشد.