دستگاه هات تپ ماهیتاً جزو زیرمجموعه کارهای گرم محسوب می شود. این دستگاه انشعاب گیری از خط لوله را به صورت گرم انجام می دهد و به همین دلیل الزامات کار گرم برای کار با آن باید تمام و کمال لحاظ شود. به طور کلی کار گرم به فرایندهایی گفته می شود که ضمن انجام ایجاد احتراق، اشتعال و انفجار می کنند و برای این که این دست فرایندها ایمن و مطمئن صورت گیرند باید تمامی الزامات کار گرم در خصوص شان رعایت شود.
دستگاه هات تپ متشکل از اجزای زیر است که در کنار هم فرایند انشعاب گیری را به انجام می رسانند. برای آنالیز این کار و مشکلات و آسیب های که می تواند به صورت بالقوه برای کار داشته باشد باید اجزای تعیین کننده دستگاه و نقشی که در کار گرم هات تپ دارند تعیین شود:
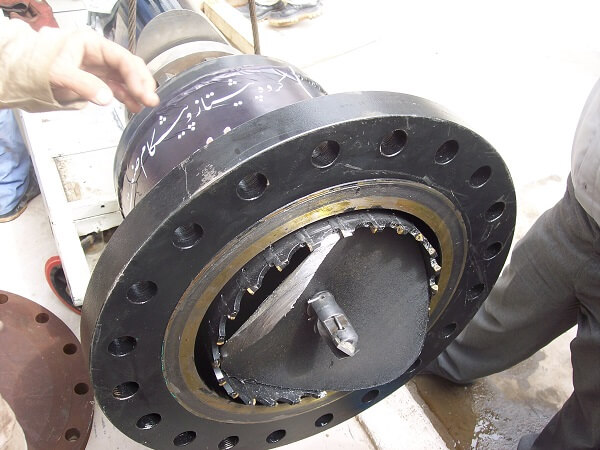
- دستگاه هات تپ یک شفت بلند دارد که یک سر آن به انتهای دستگاه متصل است و سر دیگر آن به کاتر وصل می شود. در واقع این دستگاه منشأ حرکت و پیشروی و عقب گرد دستگاه به شمار می رود و نیروهای وارده از مجرای این شفت به کاتر منتقل می شود.
- کاتر جزو اصلی درکیر در فرایند انشعاب گیری گرم است. این ابزار گردبر با لوله درگیر می شود و آن را به سایز مورد نظر عملیاتی می برد. کاتر نیروی خود را از ضفت می گیرد و ضمن حرکت دورانی و پیشروی همزمان عملیات را به انجام می رساند.

ایمنی در حین کار با ملاحظه دستگاه هات تپ رعایت شده است

کاتر در واقع اصلی ترین جزء در عملیات برش لوله به این شیوه کار گرم است و به همین دلیل باید در خصوص آن تدابیر ویژه اندیشید. در واقع کار گرم هات تپ گیری را می توان در درگیری کاتر با لوله و برش لوله خلاصه کرد. از این فرایند می تواند خطرات زیادی متوجه مجموعه شود که باید نسبت به آن ها وسواس کافی را به خرج داد. برای ممانعت از بروز سانحه از ناجیه دستگاه هات تپ می توان اقدامات زیر را به انجام رساند:
اقدامات احتیاطی
برای این که ایمنی فرایند هات تپ گیری را تضمین نماییم باید در درجه اول شرایطی را فراهم کنیم که دستگاه هات تپ بدون بروز هر گونه ابراد جانبی فرایندهای مربوط به خود را به درستی انجام دهد. اختلال در روند کاری این دستگاه می تواند آسیب هایی چبران ناپذیر به یک مجموعه بزند. از تخریب فرایند تا آسیب دیدن تجهیزات و ماشین آلات نظیر خود دستگاه هات تپ، تا آسیب کلی به مجموعه می توانند گریبان گیر یک عملیات غیر استاندارد شوند. از این رو اقدامات احتیاطی برای عملکرد صحیح دستگاه hot tap ضروری هستند.
اقدامات پیشگیرانه:
برخی اقدامات باید پیش از آغاز عملیات انجام شوند تا نسبت به حطرات محتمل پیش بینی های لازم صورت گیرد. دسنگاه هات تپ متغیرهای عملکردی تعیین کننده ای دارد و باید نسبت به آن ها اهتمام ویژه داشت. پیش از آغاز عملیات باید تدابیر لازم اندیشیده شود که کاتر در حین کار دچار آسیب نشود. انتخاب الماسه های مناسب، نصب استاندارد کاتر، به کار گیری اپراتورهای متبحر و مواردی از این دست می توانند به برش مناسب لوله توسط کاتر کمک کنند. همچنین سایر اجزای دستگاه هات تپ نیز باید بازرسی شده باشند.
پیگیری مسیرهای تردد نیروی کار، راه فرار اضطراری، ابزارهای کمک های اولیه و پیش بینی ابزارها و نیروهای اطفاء حریق از نکاتی است که پیش از آغاز کار باید به آن ها توجه داشت. ممکن است با وجود تمام پیش بینی ها، بدلیل وجود متغیرهای پیش بینی نشده به یکباره دچار سانحه شویم و در این شرایط باید ابزارها و امکانات مورد نیاز برای رفع ایراد موجود باشند.
اقدامات عملیاتی:
دستگاه هات تپ در حین اجرای عملیات در معرض فشار از چند ناحیه است؛ فشاری که از موتور محرک هیدرولیکی به گیربکس دستگاه هات تپ وارد می شود و حرکن دورانی آن را موجب می شود، فشاری که اپراتور وارد کرده و پیشروی دستگاه را مقدور می سازد، فشاری که از ناحیه لوله به کاتر و شفت hot tap machine ایجاد می شود که این فشار در شروع درگیری کاتر با لوله آغاز می شود، و نهایتا فشاری که حین برش لوله توسط دستگاه هات تپ از حانب سیال به این دستگاه وارد می شود. دستگاه هات تپ باید به گونه ای آماده شده باشد که بتواند تمامی این فشارها را دفع کند. تجهیزات و اتصالات و قطعات دستگاه هات تپ عامل اصلی در تحمل فشار وارده از این ناحیه هستند. اگر این ابزارها، محل نصب آن ها و کارکرد آن ها متناسب با فشارهای ذکر شده نباشد بدون شک دچار ایراد در کار خواهیم شد.
عامل دیگری که می تواند در تعیین میزان فشار وارده به دستگاه هات تپ اثرگذار باشد نحوه باردهی به کاتر و سرعت پیشروی آن در حین برش است. اگر این سرعت بیش از اندازه باشد می توان منشأ بروز خطا و ایراد در کار شود و از این رو به کار گماردن یک نیروی کار متخصص و متبحر در کنار دستورالعمل ها و آموزش های لازم به او می توانند بر ضریب امنیت کار و کارکرد دستگاه hottap در حین برش اثر قابل ملاحظه ای بگذارند.
اقدامات پس از برش لوله:
با برش کامل لوله می توان گفت عملیات به اتمام رسیده است اما کل فرایند هنوز به اتمام نرسیده است و همچنان برخی خطرات کار را تهدید می کنند. مورد اول نحوه باز کردن دستگاه هات تپ و اتخاذ تدابیر برای انجام این کار بدون بروز نشتی یا هر ایراد دیگری است. در این خصوص باید ابتدا به ساکن دستگاه را کاملا به عقب راند و ولو را بست تا بتوان بدون هر گونه ایرادی دستگاه هات تپ را باز کرد.
نکته دیگر در نحوه انتقال دستگاه هات تپ است که باید حساسیت های ویژه را لحاظ کرد. سقوط یا بروز ضربه از ناحیه دستگاه هات تپ به هر شیئی می تواند اسیب زا باشد. بنابراین فرایند انتقال hottap machine به محیطی دور از محل انجام عملیات نیازمند اتخاذ تدابیری است که بیشتر جنبه ایمنی دارند.
رعایت الرامات کار گرم در خصوص دستگاه هات تپ واجد اهمیت اساسی است. این دستگاه ضمن کارکرد خود می تواند خطاهای بالقوه با ضریب آسیب بسیار بالا را به یک مجموعه تحمیل کند و از این پیش بینی حوادث، سوانح و ایرادات احتمالی از نکات مهم در کار با دستگاه هات تپ است.