دستگاه هات تپ دارای تکنولوژی خاص و ابزاری است که از طریق آن می توان انشعاب گیری را بدون مسدود کردن جریان سیال و نیاز به قطع فعالیت های جاری واحد صنعتی به انجام رساند. دستگاه های هات تپ تولیدی شرکت های مختلف کارکردهای مشابهی دارند اما ممکن است بر حسب تجارب و فرمول های فنی و مهندسی هر یک از واحدهای مذکور تفاوت های نسبی با یکدیگر داشته باشند. به طور کلی دستگاه هات تپ ماشینی است که از طریق آن انشعاب گیری گرم از خطوط لوله انجام می شود. در واقع زمانی که سیال درون لوله در جریان است می توان با نصب یک سری اتصالات خطوط لوله نظیر اسپبلیت تی و سدل نیپل، کانال ورودی یک انشعاب جدید را مهیا کرد و روی آن ولو مناسب با شرایط خط لوله و ماده جاری در آن را نصب کرد. سپس با استفاده از دستگاه hot tap متناسب و تنظیم شده بر حسب سایز انشعاب، عملیات انشعاب گیری گرم روی لوله انجام می شود. در این عملیات دستگاه هات تپ ابتدا آماده می شود و سپس تست های لازم روی آن انجام می شود تا مطمئن شویم که توان تحمل فشار عملیات را خواهد داشت. پس از آن دستگاه روی ولو نصب شده و عملیات انشعاب گیری گرم آغاز می شود. در این عملیات ابزار برنده دورانی دستگاه هات تپ ضمن پیشروی به سمت جلو حرکت می کند و با برش لوله در هر دور دوران خود فرایند برش را به انجام می رساند. با اتمام فرایند برش و جدا شدن کامل لوله به سایز انشعاب، قسمت بریده شده ضمن عقب نشینی دستگاه hot tap بیرون آمده و به این ترتیب انشعاب جدید به سایز مورد نظر حاصل می شود.

شرکت پیشگام صنعت ابزار از اولین مجریان عملیات هات تپ محسوب می شود که در زمینه تأمین تجهیزات و ارائه خدمات هات تپ حدود ۲۰ سال سابقه داد. انجام بالغ بر ۴۵۰۰ عملیات انشعاب گرم (hot tap) در اقصی نقاط کشور برگ زرینی در سوابق کاری و عملکردی ما محسوب می شود و همین امر اعتماد مشتریان چهت واگذاری عملیات ها انشعاب گیری گرم به پیشگام صنعت ابزار را بسیار تسهیل کرده است. این شرکت علاوه بر انجام عملیات دارای تجهیزات و ابزارهای لازم جهت انجام مشاوره، بازرسی فرایندها، آموزش استانداردهای هات تپ، آموزش عملیاتی و مواردی از این قبیل است. قابلیت های ما در زمینه خدمات انشعاب گرم به شرح زیر قابل شمارش است:
- انجام عملیات انشعاب گیری به روش گرم در انواع سایز ها از ½ تا ۷۲ اینچ
- انجام عملیات هات تپ تا فشار ۱۲۰ بار
- سابقه انجام عملیات انشعاب گیری گرم روی خطوط لوله از دمای منفی ۱۰ درجه سانتیگراد تا خطوط لوله حاوی بخار با دمای ۴۰۰ درجه سانتیگراد
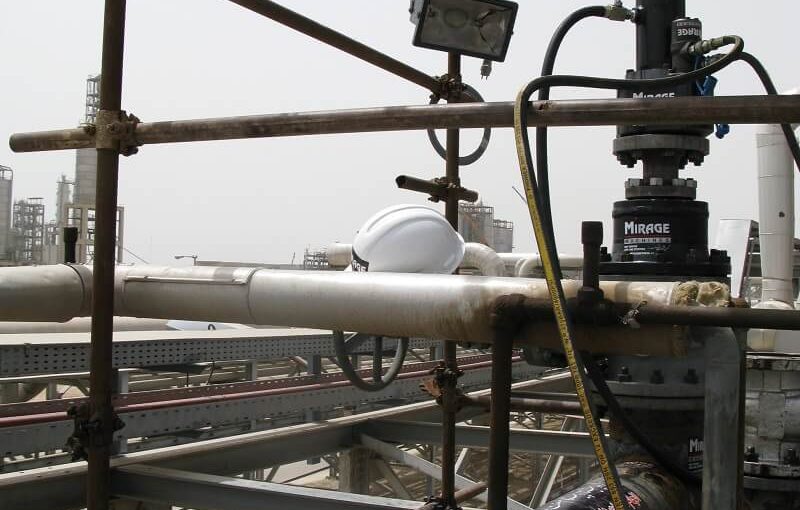
- انجام عملیات انشعاب گرم هات تپ به صورت عمودی، افقی و در راستاها و زوایای مختلف
- آموزش فرایندهای هات تپ شامل آماده سازی دستگاه، انجام تست ها و بازرسی های لازم، اجرای عملیات hot tap و مواردی از این دست
- آموزش استانداردهای مربوط به عملیات hot tap صادره از مؤسسات معتبری نظیر API و ASME
- مشاوره در خصوص انتخاب بهترین روش انشعاب گیری از خطوط لوله
- مشاوره در خصوص انتخاب نوع اتصال اعم از اسپلیت تی، سدل نیپل یا ولدولت برای انجام عملیات انشعاب داغ
- آموزش و تدوین دستورالعمل های نگهداری و تعمیرات تجهیزات hot tap
شرکت پیشگام صنعت ابزار علاوه بر موارد ذکر شده خود دارای توانمندی در واردات و تأمین تجهیزات هات تپ می باشد. این شرکت اساساً فعالیت خود را تحت عنوان وارد کننده و تأمین کننده تجهیزات ارائه خدمات صنایع نفت و گاز آغاز کرد و همچنان بخش زیادی از فعالیت های این واحد صنعتی و بازرگانی را تأمین تجهیزات خطوط لوله شامل می شود. واردات دستگاه های هات تپ شرکت میراژ انگلستان که از معتبرترین برندهای تولید کننده محصولات hot tap می باشد از جمله سوابق این شرکت در زمینه تأمین تجهیزات می باشد. این شرکت آماده است برحسب نیاز مشتریان ماشین های هات تپ و تجهیزات مربوط به آن را وارد کرده و در اسرع وقت تحویل مشتریان گرامی بدهد. ما در خصوص محصولاتی که تحویل می دهیم ضمانت های لازم را نیز داده و خدمات زیر را برای مشتریان فراهم می کنیم:
- راه اندازی دستگاه هات تپ
- آموزش راه اندازی hot tap machine
- آموزش کار با دستگاه هات تپ به پرسنل اجرایی
- آموزش کار با موتور تغذیه یا پاور یونیت دستگاه هات تپ
- دو سال گارانتی دستگاه hot tap
- ۱۰ سال خدمات پس از فروش
- تعمیر دستگاه هات تپ هر زمان که نیاز به انجام تعمیرات لازم را داشت

بنابراین خدمات و تعهداتی که شرکت پیشگام صنعت ابزار در زمینه انشعاب گیری داغ ارائه می دهد بیش از خدمات مربوطه توسط خود شرکت های تولید کننده دستگاه های مذکور است و ما خود را مسئول می دانیم علاوه بر خدماتی که واحدهای تولید کننده به مشتریان ارائه می دهند خود نیز ایشان را در حفظ و نگهداری دستگاه و استفاده بهینه از آن جهت بروز کمترین آسیب روی دستگاه های هات تپ یاری می رسانیم. با توجه به حساس بودن این دستگاه ها و قیمت نسبتاً بالایی که دارند استفاده بهینه و اصولی از آن ها در کنار داشتن برنامه نگهداری و تعمیرات جامع آن از اهمیت بالایی برخوردار است و نا در این زمینه بیشترین یاری را به مشتریان گرامی خواهیم رساند. شرکت پیشگام صنعت ابزار نه تنها در خصوص دستگاه هایی که خود وارد کرده و به فروش رسانده است، بلکه در خصوص ماشین آلات hot tap که مشتریان از طرق دیگر نیز تهیه و تأمین کرده اند نیز حاضر به همه نوع همکاری است. با توجه به این که ما خود مجری عملیات اجرایی انشعاب داغ می باشیم نسبت به خلل و فرج کار و جزئیات دستگاه هات تپ و عملکرد آن اشراف کافی را داشته و در صورت نیاز مشتریان آماده ایم در اسرع وقت بهترین خدمات اعم از تعمیر و رفع عیوب، اصلاح فرایندها، تدوین دستورالعمل نگهداری و تعمیرات ستگاه و مواردی از این قبیل را به انجام برسانیم.
ما همچنین در خصوص ارائه مشاوره در زمینه انتخاب بهترین دستگاه هات تپ بر اساس مقتضیات و شرایط فنی مورد نیاز واحدهای صنعتی نیز دارای توانمندی می باشیم و در صورت درخواست مشتریان متعهدانه این کار را به انجام خواهیم رساند.
هات تپ– هات تپ لوله گاز