کلد کاتر (cold cutter) دستگاهی است که تحت عنوان لوله بُر سرد یا پَخ زن پنوماتیکی نیز شناخته می شود. از این دستگاه در عملیات استاپل استفاده ی فراوان می شود. هنگامی که با آسیب موضعی خطوط لوله ی طویل مواجه باشیم، بدیهی است که خارج کردن خط لوله از سرویس دهی هزینه بر و زیان بار خواهد بود. در این حالت میزان بهره برداری از خط لوله کاهش می یابد و برای مدتی خدمات رسانی به نقاط پایین دست لوله متوقف خواهد شد و زمان بهره برداری مجدد از لوله نامشخص خواهد بود. در این وضعیت است که برای جلوگیری از توقف جریان سیال خط لوله و ممانعت از عدم بهره برداری، از عملیات استاپل استفاده می کنند. پروژه های استاپل متعددی در سراسر کشور توسط شرکت پیشگام صنعت ابزار به اجرا درآمده که در این پروژه ها از دستگاه کلد کاتر به منظور برش سرد لوله و پخ زنی آن استفاده شده است.

عملیات استاپل
در عملیات استاپل قسمتی از خط لوله را که دچار آسیب موضعی شده، ایزوله می کنند و جریان عبوری از این ناحیه را به طور موقت به مسیر فرعی دیگری به نام بای پس هدایت می کنند. برای اجرای عملیات استاپل از دستگاه های هات تپ، استاپل و کلد کاتر استفاده می کنند که هر کدام از این دستگاه ها وظیفه ی اجرای یک قسمت از عملیات استاپل را بر عهده دارد. از دستگاه هات تپ به منظور ایجاده دو برش هات تپ بر روی خط لوله استفاده می شود تا از این دو برش برای ایجاد خط لوله ی فرعی موقتی یا بای پس استفاده کنند. از دستگاه استاپل به منظور انسداد موقت قسمت آسیب دیده ی خط لوله استفاده می کنند. از دستگاه کلد کاتر نیز به منظور برش قطعه لوله ی جدید و بدون نقص فنی و هم سایز قطعه لوله ی آسیب دیده استفاده می کنند تا جایگزین لوله ی آسیب دیده در خط لوله شود.
در پایان عملیات استاپل بخشی از خط لوله که دچار آسیب دیدگی، پوسیدگی و یا نشتی شده است عاری از جریان سیال می گردد. جریان عبوری از این موضع را در پشت منطقه ی آسیب دیده وارد لوله ای فرعی به نام بای پس می کنند. طراحی بای پس به گونه ای است که جریان فرعی را در جلوی منطقه ی آسیب دیده دوباره به خط لوله اصلی بازمی گرداند. منطقه ی آسیب دیده توسط پلاگ ها دستگاه استاپل و با دو حفره ی جداگانه مسدود می شوند. جریان باقی مانده در موضع آسیب دیده توسط شیرهای ایزوله خالی می شوند. سپس قطعه لوله ی آسیب دیده را با استفاده از عملیات برشکاری از خط لوله جدا می کنند. حالا باید قطعه ی لوله ی جدیدی را با کمک عملیات جوشکاری و یا فلنج ها به خط لوله پیوند بزنند. این قطعه لوله بدون آسیب و هرگونه نقص است و ابعاد و اندازه های آن و زاویه بندی لبه های آن از پیش درون کارگاه و توسط دستگاه کلد کاتر انجام شده است.
دستگاه کلد کاتر cold cutter machine
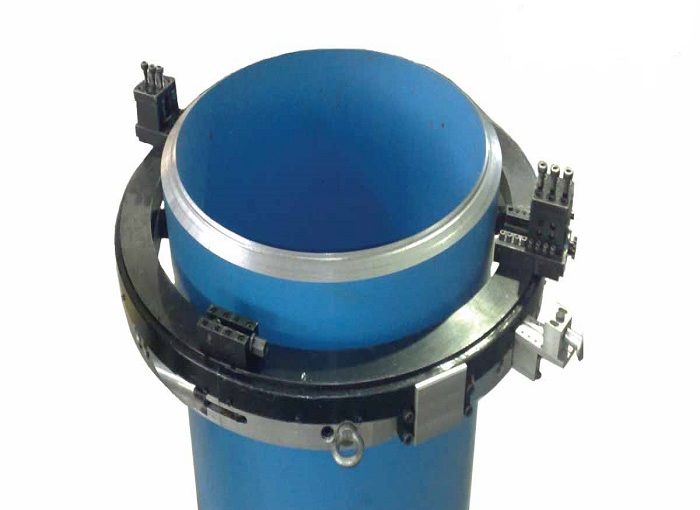
دستگاه کلد کاتر دستگاهی پرتابل یا قابل حمل است که می تواند لوله هایی با سایز ۶ تا ۷۲ اینچ را برش بزند. این دستگاه بر روی لوله نصب می شود و به دور لوله میگردد و با استفاده از کاتر خود لوله را به صورت کاملاً دقیق و منظم برش می دهد.
از این دستگاه می توان در بیشتر شرایط عملیاتی استفاده کرد. برشی که این دستگاه بر روی لوله ایجاد می کند به صورت سرد است. پس نمی توان انتظار داشت که اشتعال و انفجار در حین برش به وجود بیاید. همچنین در محیط های عملیاتی زیر سطح آب نیز می توان از کلد کاتر استفاده کرد.
اما برای ساخت قطعه لوله ی جدید و بدون نقص فنی در عملیات استاپل ابتدا سایز و قطر و یا اینچ خط لوله را به طور دقیق مشخص می کنند. سپس طول منطقه ی آسیب دیده را اندازه گیری می کنند. جنس خط لوله و ضخامت آن نیز از دیگر پارامترهایی است که باید در این مرحله مشخص شود. با استفاده از این پارامترها قطعه لوله همسان با خط لوله را انتخاب کرده و طول این لوله را با استفاده از دستگاه کلد کاتر هم اندازه ی منطقه ی آسیب دیده می برند.
این دستگاه را بر روی لوله نصب می کنند. قرار گیری برش زن سرد بر روی توسط زنجیرهای کششی خود دستگاه انجام می شود و نیازی به استفاده از اپراتور نخواهد بود. سطح نهایی برش توسط این دستگاه بسیار صاف است و نیازی به ماشینکاری ندارد.
در صورتی که اتصال این قطعه لوله بر روی خط لوله با استفاده از جوشکاری باشد وظیفه ی پخ زنی این لوله را نیز به کلد کاتر می سپارند. کلد کاتر لبه های سطح برش را به صورت زاویه دار برش می زند و همین موجب به وجود آمدن حفره ای برای جوشکاری می شود تا جوشکار بتواند تورچ جوشکاری را در این شیار متمرکز کند و جوش بهینه ای را در انتهای کار تحویل دهد.
- نصب دستگاه برش زن سرد بر روی لوله بسیار آسان است.
- سرعت برش ۱ min/inch of dia برای ضخامت های استاندارد خط لوله است.
- نصب این دستگاه بر روی لوله های افقی یا عمودی میسر است.
- عمر این دستگاه به علت ساختار قدرتمند آن بسیار طولانی است.
- کلد کاتر می تواند انواع لوله های فولاد کربی، استنلس استیل، آهن چکش خوار، آهن ریخته گری و بسیاری از آلیاژهای مناسب را به صورت ماشینکاری شده برش دهد.
پس از برش قطعه لوله متناسب با طول موضع آسیب دیده از خط لوله، قطعه را به محل عملیات منتقل می کنند و با استفاده از عملیات جوشکاری یا با استفاده از فلنج ها به خط لوله پیوند می زنند. سپس لوله ی فرعی یا بای پس از از محل خود جدا می کنند و پلاگ های مسدود کننده ی استاپل را نیز از محل خود خارج می کنند. در این موقعیت جریان وارد خط لوله ی اصلی می شود و خط لوله بدون توقف در بهره برداری وخدمات رسانی، تعمیر خواهد شد.


