تای این یا عملیات هات تپ خطوط لوله و مخازن دارای نکات ایمنی عدیده ای است. باید توجه داشت که فرایندهای موجود در مجتمع های نفتی و گازی و پتروشیمی به لحا میزان خطراتی که فرایند را تهدید می کنند از ضریب بالایی برخوردار است. در میان این ها عملیات هایی نظیر انشعاب گیری گرم هات تپ حساسیت و ضریب ریسک بالاتری هم دارد چرا که جزو فرایندهای ویژه می باشد و در شرایطی انجام می شود که خط لوله حاوی سیال می باشد. از این روی می بایست نهایت احتیاط را در خصوص عملیات هات تپ و ما به ازای آن داشته باشیم تا کوچک ترین خطری فرایند را تهدید نکند.

عملیات هات تپ از چند حیث دارای ضریب ریسک بالایی می باشد. در درجه اول این که کار روی خطوط لوله زنده انجام می شود. کلیه فرایندهای مربوط به انشعاب گیری، از جوشکاری اتصال روی خط لوله گرفته تا نصب دستگاه هات تپ روی لوله و انجام عملیات همگی در شرایطی انجام می شوند که خط مملو از سیال است. حال اگر سیال موجود در خط از نوع قابل احتراق یا قابل اشتعال باشد که شرایط به مراتب دشوارتر خواهد شد و می بایست اقدامات ایمنی دقیق به منظور پیشگیری از وقوع هر گونه سانحه را در دستور کار قرار داد. اجزا و قطعات دستگاه هات تپ پبا لوله درگیر می شوند و پس از برش لوله با خود سیال تماس خواهند داشت. شرایط باید به گونه ای باشد که این تصادمات اختلالی در روند کار ایجاد نکند. ماهیت عملیات انشعاب گیری گرم یا هات تپ در همین مزیت آن است که روی خط لوله جاری قابل انجام است و از قضا برای انشعاب گیری، دستگاه هات تپ از جریان سیال به عنوان جریان خنک کننده حرارت ناشی از برش استفاده می کند. نباید اجازه دهیم که این مزیت تبدیل به یک تهدید در عملیات شود و انشعاب گیری را به دشواری هایی دچار کند.
از سوی دیگر، محیطی که عملیات در آن انجام می شود می بایست دارای استانداردهای زیست محیطی و شاخص های آلایندگی مناسب باشد. در غیر این صورت هم ایمنی عملیات، هم سلامت و بهداشت نیروی انسانی و هم خود محیط مجتمع در معرض خطر قرار خواهد گرفت. در این خصوص مجری عملیات هات تپ باید کاملاً هوشیار باشد تا کوچک ترین مشکلی از جانب محیط و متغیرهای آن به پروژه وارد نشود. حلال ها، اسیدها، هیدروکربن ها و سایر آلاینده های مخرب و مضر، موادی هستند که ممکن است در مجتمع های پالایشگاهی منتشر باشند و نیروی انسانی را در معرض خطرات خود قرار دهند. در این خصوص محیط باید حداقل شاخصه های استاندارد برای انجام فرایند فنی هات تپ را داشته باشد. برخی از این مواد ممکن است باعث گیجی، حالت تهوع و به طور کلی بهم ریختن تمرکز نیروی انسانی شوند. این در حالی است که اپراتور هات تپ در تمام طول فرایند می بایست تمام و کمال بر کار تمرکز داشته باشد.
گرما و سرمای زیاده حد، به قدری که مانع انجام خدمات به نحو مناسب باشد از دیگر آسیب هایی است که مجری عملیات هات تپ ممکن است با آن ها چالش پیدا کند. گرما زدگی، بی حسی، استرس های گرمایی، شوک گرمایی، کاهش فشار و مواردی از این قسم می توانند نیروی کار را در ادامه سرویس دهی هات تپ با مشکل دچار کنند. وقتی که این شرایط برای نیروی کار حاد شود و کنترل خود را از دست بدهد، ممکن است متعاقباً آسیب ها شدت بیشتری به خود بگیرد. نیرویی که توان خود را از دست داده و دچار گرمازدگی و از این قبیل شده است، ممکن است تعادل خود را از دست داده و با خطراتی نظیر سقوط، افتادن در حفره ها و محل های خطرناک و مواردی از این دست دچار شود. از این رو ضمن در نظر داشتن شرایط زیست محیطی می بایست نیروی انسانی را به ابزارهای نظیر کمربند ایمنی نیز تجهیز کرد تا احتمال بروز سانحه کاهش یابد.
با توجه به سنگین بودن وزن بالای برخی از قطعات در عملیات هات تپ نیروی انسانی فقط می بایست حمل دستی را برای قطعاتی تقبل کند که از استانداردهای رایج فراتر نمی روند. برای مثال حمل دستی پاوریونیت یا خود دستگاه هات تپ اقدام جالبی محسوب نمی شود. این ابزارها سنگین وزن بوده و می توانند نیروی انسانی را در میان مدت از پا بیاندازند. در خصوص قطعاتی که حمل شان مجاز می باشد نیز باید حمل به صورتی انجام گیرد که کمترین فشار به مفاصل و بخش های آسیب زای بدن وارد شود.

از دیگر نکات در عملیات هات تپ این است که این فرایند از ابتدای فاز اجرایی تا نهایی شدن و تحویل کوپن لوله به کارفرما معمولاً به چند روز نیاز دارد. خصوص در مورد عملیات های سیاز بزرگ و دشوارتر زمان طولانی تر خواهد بود. باید در نظر داشت با توجه به سنگین و دشوار بودن هر یک از مراحل اجرایی، باید زمان و مکان مناسب برای نیروی کار جهت استراحت کافی وجود داشته باشد. نیروی کار نمی بایست نسبت به این مسأله تحت فشار باشند چرا که تبعات آن در فرایند اجرایی بروز خواهد یافت. محل اسکان مناسب، تغذیه خوب و فراهم آوردن شرایط روانی مساعد برای انجام کار دشوار هات تپ از وظایف متولی امر محسوب می شود. فقدان این موارد به لحاظ سیستمی بر کیفیت کار تأثیر منفی خواهد گذاشت؛ می تواند باعث خستگی مفرط نیروی انسانی شود، روحیه ایشان را تضعیف کند و باعث مجادلات و درگیری ها در محل کار شود، ضریب تحمل اپراتورها را در مواجهه با مشکلات پیشروی هات تپ کاهش دهد و به طور کلی در خروجی فرایند تأثیر منفی باقی بگذارد.
نکات فوق بخشی از راهکارها برای ایمن سازی و افزایش ضریب اطمینان عملیات هات تپ محسوب می شوند. بدیهی است هر چه دایره این نکات گسترده تر شود عملیات با کیفیت و اطمینان بیشتری انجام خواهد شد. شرکت پیشگام صنعت ابزار بر حسب تجارب خود به این نکات دست یافته و آن ها را به مرور در اختیار مراجعه کنندگان به سایت قرار خواهیم داد.
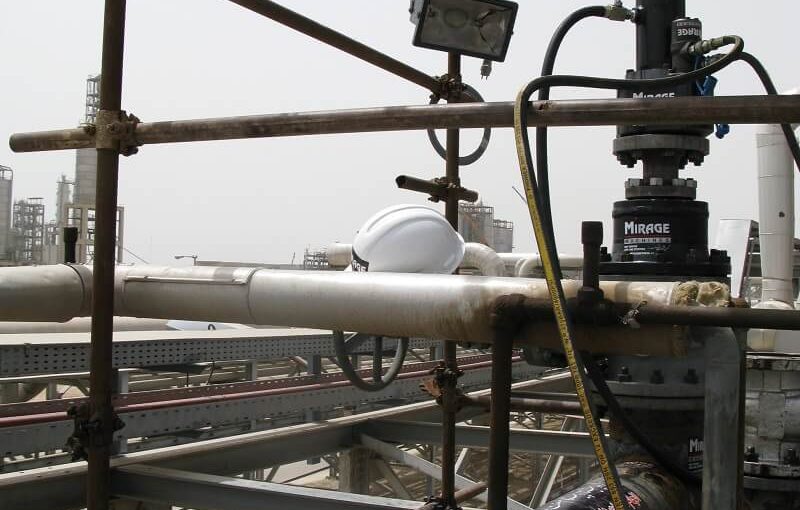
هات تپ– عملیات هات تپ- اپراتور هات تپ– تای این


















