دمای سیال در عملیات هات تپ یکی از پارامترهای تعیین کننده و تأثیرگذار در انتخاب تجهیزات و نیز روند عملیات می باشد. همان طور که می دانید عملیات هات تپ بر روی انواع خطوط لوله اجرا می شود. درون این خطوط لوله سیالاتی در جریان اند که دارای خواص شیمیایی و فیزیکی و همچنین دمای مختلفی هستند. دمای سیال را تیم مهندسی عملیات هات تپ در بازدید اولیه ای که از منطقه ی عملیاتی دارند، مشخص می کنند زیرا اطلاع از میزان این پارامتر، تأثیر بسزایی در مراحل اولیه تا مراحل نهایی عملیات هات تپ دارد.

دمای سیال در مراحل مختلف عملیات هات تپ
ساخت اتصالات
با اطلاع از میزان دمای سیال، متریال سازنده ی اتصالات را مشخص می کنیم. اتصالات دارای محفظه ی داخلی هستند و محل برش هات تپی را نشت گیری می کنند. این اتصالات در تماس با سیال قرار می گیرند و به طور حتم از دمای آن تأثیر پذیری خواهند داشت. بنابراین متریال سازنده اتصالات، باید از نوعی باشند که در تماس با سیال تغییر شکل نداده و کارایی خود را از دست ندهند. این متریال پس از قرارگیری در مجاورت چریان سیال نباید دچار خوردگی و پوسیدگی شوند. معمولاً متریال سازنده و نوع فلزاتی که برای ساخت اتصالات مورد استفاده قرار می گیرد از جنس همان خط لوله ای است که قصد انشعاب گیری از آن را داریم.
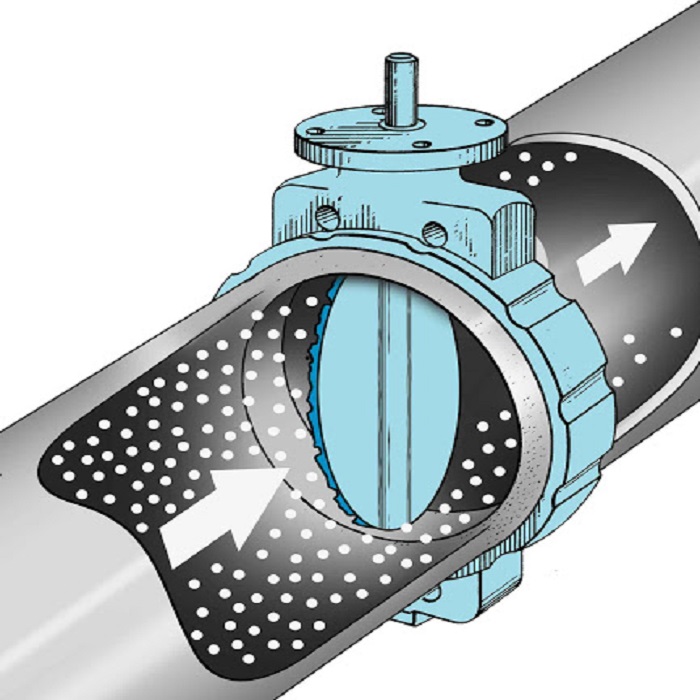
انتخاب ولو
ولو یا شیر تجهیزی است که با استفاده از آن می توانیم در زمان عملیات هات تپ و یا در حین بهره برداری از خط انشعابی، جریان سیال را کنترل و قطع و وصل کنیم. ولو نیز دارای محفظه ای درونی است که سیال پس از گذر از محفظه ی اتصال به آن می رسد. جنس ولو نیز همانند اتصالات باید به گونه ای انتخاب شود که پس از تماس با سیال تأثیرپذیری چندانی از دمای آن نداشته باشد و کارایی خود را از دست ندهد.
جوشکاری اتصالات بر روی خط لوله
در صورتی که برای نصب اتصالات بر روی خط لوله از عملیات جوشکاری استفاده می کنیم، باید توجه ویژه ای به دمای سیال داشته باشیم. در صورتی که دمای سیال بالا باشد و ماهیت خود اشتعالی داشته باشد، حرارت ناشی از عملیات جوشکاری بر روی لوله می تواند ریسک اشتعال سیال را بالا ببرد. بنابراین با اطلاع از دمای سیال و در صورت بالا بودن آن می توانیم عملیات جوشکاری را لغو کرده و از ابتدا اتصالات مکانیکی بسازیم.
برش و سوراخکاری دستگاه هات تپ
دستگاه هات تپ دستگاه تحت فشاری است که ب استفاده از اجزای برشی خود، دیواره ی لوله را برش می دهد. برشی این دستگاه بر روی لوله می تواند حرارت زیادی را به علت به وجود آمدن نیروی اصطکاک ایجاد کند. در صورتی که دمای سیال بالا باشد سرعت بالای اجزای برشی می تواند ریسک اشتعال را بالا ببرد. بنابراین باید به سرعت چرخش گیبرکس که گرداننده اجزای برشی دستگاه است دقت کرد و مانع از بالا رفتن بیش از حد دمای برش شد.
خنک کاری در حین برش هات تپی
در عملیات هات تپ و در حین برش خط لوله، جریان سیال دورن لوله را متوقف نمی کنیم. به بیان دیگر لوله در حین برش خوردن با دستگاه هات تپ، تحت فشار است و سیال از درون آن در حال عبور است. این مسأله دارای مزیت های اقتصادی و فنی است. مزیت های اقتصادی این مورد متوجه صاحبان خط لوله است. اما مزیت فنی و عملیاتی جریان سیال، ایمنی عملیات را افزایش می دهد. در صورتی دمای سیال پایین باشد به عنوان عامل خنک کننده در حین برش کاربرد دارد. همان طور که گفتیم برش بر روی دیواره ی لوله می تواند حرارت زیادی را تولید کند و در صورتی که دمای سیال نیز بالا باشد، اشتعال و آتش سوزی اتفاق خواهد افتاد. اما در صورتی که دمای سیال زیاد بالا نباشد، حرارت ناشی از برش را به خود جذب کرده و با استفاده از دبی جریان از منطقه ی تحت خطر دور می شود.
ایمنی افراد در انتهای عملیات هات تپ
در انتهای عملیات هات تپ و همزمان با خارج کردن دستگاه هات تپ از محل استقرار خود، مقدار از سیال که پیش از بستن ولو به درون محفظه ی آداپتور راه یافته بود، به بیرون راه می یابد. افرادی که مشغول کار در منطقه عملیاتی هستند باید مراقب باشند تا در صورت بالا بودن دمای سیال و یا خاصیت های شیمیایی آن دچار آسیب نشوند. لازم به ذکر است که اصول ایمنی در کارگاه هات تپ و نیز در فاز عملیاتی بر طبق دستورالعمل های HSE اجرا می شود.