عملیات هات تپ در پتروشیمی مبین
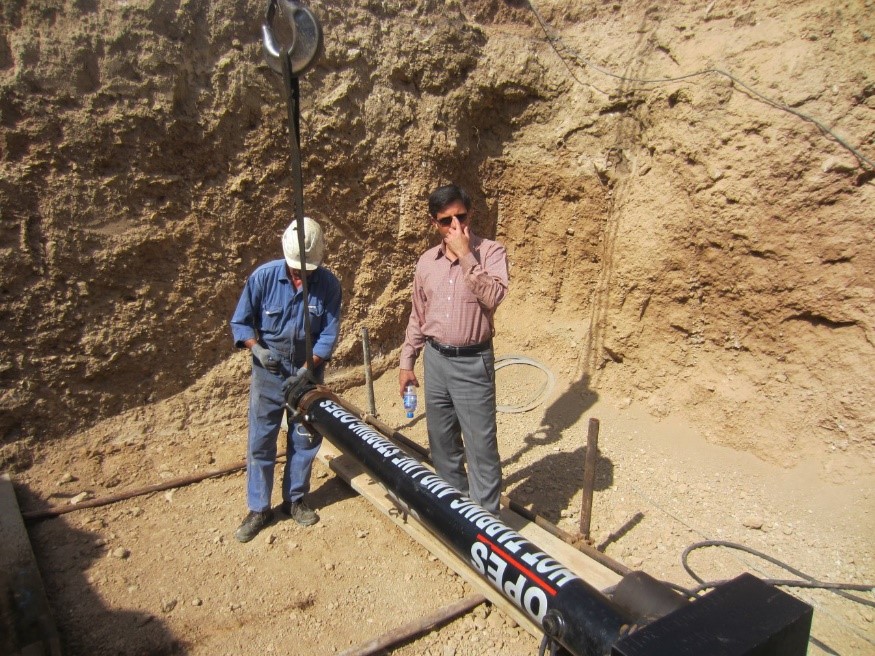
انجام موفقیت آمیز عملیات هات تپ در پتروشیمی مبین شرکت پیشگام صنعت ابزار و تیم هات تپ در عملیات انشعاب گرم ۲ اینچ روی خطوط لوله DS در ناحیه مخازن را با موفقیت به انجام رساندند.
هات تپ خطوط لوله مخازن و طراحی و ساخت اسپلیت تی برای مجتمع پتروشیمی مبین و خطوط فرساشیمی ، یکی از پروژه های عمده اخیر شرکت پیشگام صنعت ابزار در زمینه ارائه خدامت خطوط لوله به حساب می آید که تمامی مراحل فرایند با موفقیت و تأیید کار فرمای محترم به اتمام رسید. انجام چندین پروژه عملیات هات تپ روی خطوط و مسیر لوله هوای مخازن پتروشیمی مبین و خطوط فرساشیمی و ساخت اسپلیت تی بخشی از فرایند های عملیاتی این مجموعه بزرگ به شمار می رود.
انجام عملیات های هات تپ روی خطوط لوله هوا و نیتروژن در سایز های مختلف ، انجام عملیات هات تپ ۱۸ اینچ روی خط لوله ۲۰ اینچ در مجاورت فرساشیمی و ساخت اسپلیت تی جوشی در ابعاد مختلف بخشی از پروژه های شرکت پیشگام صنعت ابزار در مجتمع پتروشیمی مبین را شامل می شد.
یکی از عملیات های موفق ما در این مجتمع انجام هات تپ ۲ اینچ روی خط لوله DS در ناحیه مخازن می باشد. این عملیات از آن جا که روی خطوط لوله مخازن انجام می شد نیاز به اتخاذ تدابیر و مستلزم دستورالعمل های ویژه بود. تیم طراحی و مهندسی ما با در نظر گرفتن این شرایط فرایند انتخاب و نصب اتصال، تجهیز دستگاه هات تپ و در نهایت انجام عملیات انشعاب گرم هات تپ را با سرعت و دقت و بدون بروز ایراد به اتمام رساند.
با توجه به حسن سابقه شرکت پیشگام صنعت ابزار نزد مدیران و بازرسان مجتمع پتروشیمی مبین، فرایند مذکور بر مبنای اعتماد متقابل و با همکاری فشرده و توأمان طرفین بدون وقفه صورت گرفت و در نهایت با رضایت کامل کارفرما ، انشعاب گرم جدید تحویل ایشان گردید.
اصولاً کار روی مخازن و خطوط و مسیر لوله مخازن حساسیت های ویژه خود را داراست ، علی الخصوص جوشکاری و نصب اتصالات مستلزم دقت بسیار بالا می باشد. پرسنل اجرایی شرکت پیشگام صنعت ابزار با توجه به تجربه و دانش خود در زمینه انجام هات تپ روی مخازن و خطوط لوله مخازن، فرایند مذکور را با لحاظ تمام جوانب و همه متغیر های دخیل در فرایند به انجام رسانده و توانستند با انجام عملیات هات تپ مذکور ، بر سرمایه فنی خود نزد کارفرمای محترم بیفزایند.
فیلم انجام عملیات هات تپ
| این فیلم حاوی مراحل انجام عملیات استاپل یا انسداد خط لوله روی بخشی از یک خط لوله می باشد. چنان که پیداست، ابتدا عملیات هات تپ روی لوله انجام می شود و سپس در محل های انجام هات تپ، عملیات های بای پس و استاپل صورت می گیرد |
استاپل یا انسداد از خطوط لوله ، عبارت است از مسدود کردن موقت بخشی از خط لوله به منظور انجام تعمیرات لازم یا تعویض قطعات و تجهیزات آن بخش لوله ، و سپس بازگرداندن جریان به بخش مسدود شده. این عملیات شامل حداقل ۴ عملیات انشعاب گرم هات تپ می باشد که ۲ مورد به منظور ایجاد خط موقت فرعی بای پس (By pass) و ۲ مورد نیز به جهت دسترسی به فضای درون لوله جهت وارد کردن پلاگ و مسدود کردن خط مورد استفاده قرار می گیرند. به این ترتیب بدون قطع جریان سیال، می توان از طریق یک خط فرعی موقت، بخشی از سیال را از جریان تهی کرده و کارهای لازم را روی آن انجام داد. بنابراین، هات تپ بخش جدایی ناپذیر از عملیات استاپل محسوب می شود. ویدئوی زیر به صورت شماتیک تمامی مراحل انجام عملیات استاپل را به تصویر می کشد. |
هات تپ و انسداد لوله
شرکت هات تپ صنعت علاوه بر تأمین مواد ، در زمینه تهیه ابزار مورد نیاز برای انجام فرایند هات تپ و انسداد نیز دارای تجربه می باشد. ما برای تسهیل و رساندن منابع مورد نیاز به محل عملیات در کوتاه ترین زمان ممکن، تجهیزات هات تپ و انسداد خود را در شبکه گسترده ای از مکان ها مستقر کرده ایم. هات تپ صنعت برای تحقق حداکثر میزان رضایت مشتری تمام مراحل طراحی ، ساخت ، بازسازی و فروش اتصالات ، تجهیزات و مواد را در محل انجام پروژه ارائه می دهد . ما علاوه بر این دارای برنامه های آموزشی هات تپ و انسداد می باشیم.
ما مازاد بر انجام عملیات های هات تپ به شیوه ی سنتی ، توانایی انجام عملیات های متنوعی از جمله هات تپ آفست ، زاویه دار و خم را نیز دارا هستیم. هات تپ تک می تواند روی خطوط لوله با ترکیبات مواد گوناگون عملیات هات تپ انجام دهد.
هات تپ تک همچنین قادر به انجام انواع اقسام عملیات های انسداد خطوط و مسیر لوله است. از انسداد های سر محور و سر تا شو تا انسداد کیسه ای از جمله مهارت های این شرکت به شمار می آیند. هنگام نیاز به توقف های کوتاه، هات تپ تک دارای ابزار های جدا سازی خود مهار کننده همچون یک ابزار اضطراری ایمنی است که مانع ترشح هر گونه محتویات لوله به خط می شود که به صورت بالقوه می توانند منبع احتراق در جو باشند.
تکنیسین های مجرب ما آموزش های لازم برای انجام خدمات هات تپ ، انسداد و سایر خدمات را دیده اند. تمامی تکنیسن های ما به لحاظ ذهنی مطمئن، آموزش دیده در حوزه های خطوط لوله و بقاء در آب بوده و صلاحیت خود را از مراکزی که آموزش های تخصصی را در این زمینه ها می دهند کسب کرده اند.
توانایی های هات تپ
ما در زمینه هات تپ دارای توانایی های زیر هستیم:
- در سایز های ۰/۵ اینچ تا ۴۸ اینچ.
- عملیات تا دمای ۷۰۰ درجه فارنهایت
- عملیات تا فشار psi2200
- قابلیت پیش روی ماشین از ۱۲ تا ۱۲۰ اینچ
جنس لوله هایی که هات تپ بر روی آن ها مقدور است:
- فولاد کربنی
- فولاد ضد زنگ
- آهن چدنی و نشکن
- نیکل
- آلیاژ های ویژه و غیر معمول
- Pvc ها
- پلی اتیلن
- لوله بتنی – سیلندری پیش تنیده
- لوله بتنی تقویت شده
همچنین در زمینه انسداد دارای قابلیت های زیر هستیم:
- از سایز ۰/۵ تا ۳۶ اینچ
- عملیات تا فشار psi2200
- عملیات تا دمای ۷۰۰ درجه فارنهایت
انواع انسداد:
- سر محور
- سر تاشو
- انسداد خطوط مستقیم
- انسداد کیسه ای
برای دیدن ویدیو های بیشتر از هات تپ به اپارات مراجعه کنید.