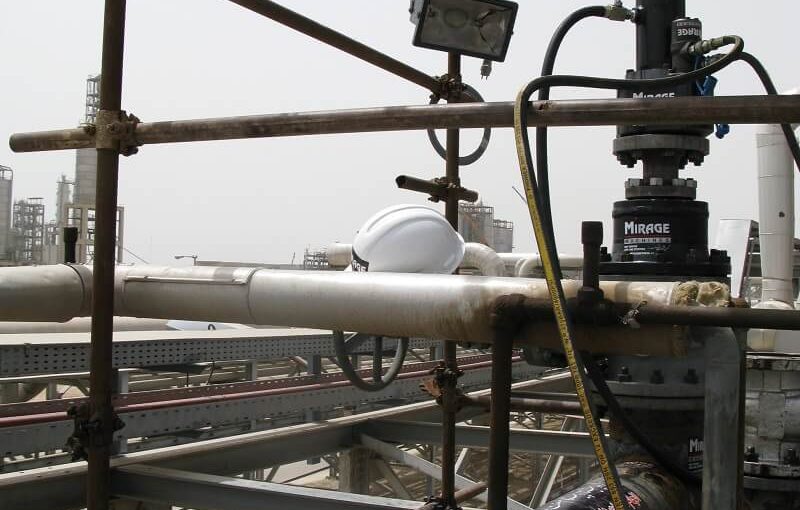
هات تپ یک دستگاه کاربردی می باشد که از آن برای ایجاد انشعاب با سایزهای مختلف در خطوط لوله پروژه های عظیم نفت و گاز پتروشیمی و پالایشگاه استفاده می گردد.
مزیت استفاده از روش هات تپ نسبت به روش های سنتی ، مقرون به صرفه بودن از لحاظ اقتصادی است. همچنین هدر رفت زمان در این روش به حداقل مقدار ممکن رسیده است. ایجاد انشعاب در خطوط لوله که سیال در آن جریان دارد بدون اینکه کوچکترین اختلال و انسدادی در جریان سیال ایجاد نماید مهمترین مزیت این روش نسبت به روش های دیگر می باشد.
استفاده از دستگاه هات تپ یکی از اقتصادی ترین روش ها برای ایجاد خطوط لوله جدید با استفاده از کمترین زمان ممکن می باشد. محرک های این دستگاه بر حسی مدل و شرایط انجام عملیات می توانند دستی، هیدرولیکی و ماشینی، یا ترکیبی از این دو باشند. در ادامه به انواع محرک ها و نیروهایی که می بایست برای راه اندازی و انجام عملیات هات تپ بر این دستگاه اعمال شوند اشاره خواهد شد.

نیروهای مورد نیاز در انجام هات تپ:
در انجام عملیات هات تپ داشتن دو نیرو برای انجام عملیات ضروری است. اول نیروی هیدرولیکی که باعث حرکت گیربکس دستگاه می گردد و دوم نیروی دستی است که از طرف اپراتور به دستگاه وارد می گردد که لازمه این کار داشتن تخصص و مهارت لازم همراه با دقت و تمرکز بالا جهت انجام عملیات به بهترین نحو می باشد. لازم به ذکر است همزمان وارد شدن این نیروها و مقدار بار وارده نقش به سزایی در موفقیت عملیات هات تپ داراست. چنان که می دانیم عملیات انشعاب گیری گرم مستلزم دو جهت حرکت است؛ حرکت دورانی کاتر حول محور شفت به هدف برش لوله و پیشروی شفت به منظور تکمیل فرایند برش گرم لوله.
نیروی هیدرولیکی( پاور یونیت ):
در انجام عملیات هات تپ برای تقویت دستگاه و ارتقای سطح فنی آن از یک سری دستگاه ها و ماشین آلات پشتیبانی استفاده می شود(ابزارهای جوشکاری ، ابزارهای تست و بازرسی ، ابزار و تجهیزات اندازه گیری ) مهمترین دستگاهی که برای انجام هات تپ مورد نیاز است دستگاه پاورپک می باشد که برای ایجاد انشعاب های سبک و سنگین مورد استفاده قرار می گیرد.لازم به ذکر است در عملیات هایی که سایز لوله جهت برش کاری کوچک می باشد می توان انجام عملیات هات تپ را کاملا به شکل دستی انجام داد و نیازی به استفاده از دستگاه پاورپک نمی باشد.
منبع تغذیه پاورپک نیروی الکتریکی می باشد که یا از طریق برق مجموعه و یا ژنراتور به آن اتنقال داده می شود. با روشن کردن پاورپک دستگاه شروع به فعالیت می کند و روغن هیدرولیکی را با فشار به دستگاه hot tap منتقل می کند. میزان فشار هیدرولیکی به دستگاه هات تپ بر جسب نوع و قابلیت خود دستگاه و نیز فشار خط و عملیات انشعاب گیری بستگی خواهد داشت. بدیهی است اعمال فشار نامتعارف باعث آسیب رسانی به دستگاه و چه بسا بروز ایراد و حتی سانحه حین کار خواهد شد. از سوی دیگر اگر فشار از حد استاندارد پایین تر باشد نیز دستگاه عملکرد مناسبی حین برش و انشعاب گیری گرم نخواهد داشت و به همین دلیلا عملیات با وقفه مواجه خواهد شد. از این حیث دستگاه پاورپم هم باید متناسب با فشار مورد ذنیاز برای انجام ثحیح عملیات انتخال شود و هم بر اساس آن تنظیم شود.
با تزریق روغن هیدرولیکی به دستگاه، گیربکس فعال شده و در حین فعالیت روغن هیدرولیکی را به شلنگ اتصال به پاور پک هدایت می کند و این عملیات به شکل مستمر و تا پایان عملیات انشعاب گیری گرم ادامه پیدا میکند.
مزایای استفاده از پاور پک در هات تپ:
- بالا بردن سطح کیفی برش کاری : هنگامیکه زمان برش کاری طولانی باشد نیروی دستی قادر به انجام برش کاری نخواهد بود و خستگی ناشی از آن باعث پایین آمدن سطح کیفی برش کاری می گردد.
- ایجاد تسهیل عملیات هات تپ در مواقعی که فشار سیال داخل لوله بالا باشد.
- افزایش سرعت عملیات هات تپ زمانیکه جنس لوله از آلیاژ سخت و غیر قابل برش باشد.
- کم کردن زمان بر شکاری لوله در انشعابات با سایز بالا

به طور کلی می توان گفت استفاده از دستگاه پاور پک در انجام هات تپ قابلیت بیشتری برای انجام دقیق و صحیح عملیات hot tap ایجاد می کند.
نیروی دستی:
نیروی دستی در دستگاه هات تپ توسط اپراتور به دستگاه وارد می شود این نیرو حالت پیشروی داشته ، وارد کردن نیرو به دستگاه از حساسیت و دقت بسیار بالایی برخوردار است. اپراتور هات تپ بایستی با تجربه و مجرب باشد. هر گونه فشار بیش از حد وارد کردن به دستگاه در حین عملیات برش کاری می تواند باعث انحراف و شکسته شدن کاتر گردد و در انجام عملیات خلل ایجاد نماید و در نقطه مقابل آن وارد کردن نیروی کم باعث اتلاف وقت و فرسوده شدن کاتر گردیده که در نهایت باعث ایجاد فشار به پاورپک و دستگاه hot tap و به هدر رفتن زمان عملیات هات تپ می گردد.
به طور کلی می توان گفت استفاده از دستگاه هات تپ یکی از بهترین روش های موجود جهت ایجاد انشعاب و اتصالات در لوله های خطوط پتروشیمی و پالایشگاه می باشد که چه از لحاظ اقتصادی و چه از لحاظ مدیریت زمان مقرون به صرفه تر از روش های دیگر می باشد. بدون شک استفاده از روش هات تپ گامی بزرگ در راستای پیشرفت و گسترش خطوط لوله پتروشیمی و پالایشگاه می باشد.