
دستگاه هوا برش برقی rail oxy-fuel cutting machine برش لوله ها و قطعات فلزی را با دقت بیشتری نسبت به هوا برش دستی انجام می دهد. عملیات هوا برش یکی از مجموعه اعمالی است که در محل کارگاه هات تپ استفاده می شود. از این عملیات برای برش لوله ها و انواع قطعات اتصالات خطوط لوله استفاده می شود. برشی که با استفاده از دستگاه هوا برش برقی به دست می آید نیازی به فرزکاری یا پَخ زنی گسترده ندارد و تنها در زمانی که زاویه ی جوش از اهمیت زیادی برخوردار باشد از عملیات پخ زنی استفاده می شود.
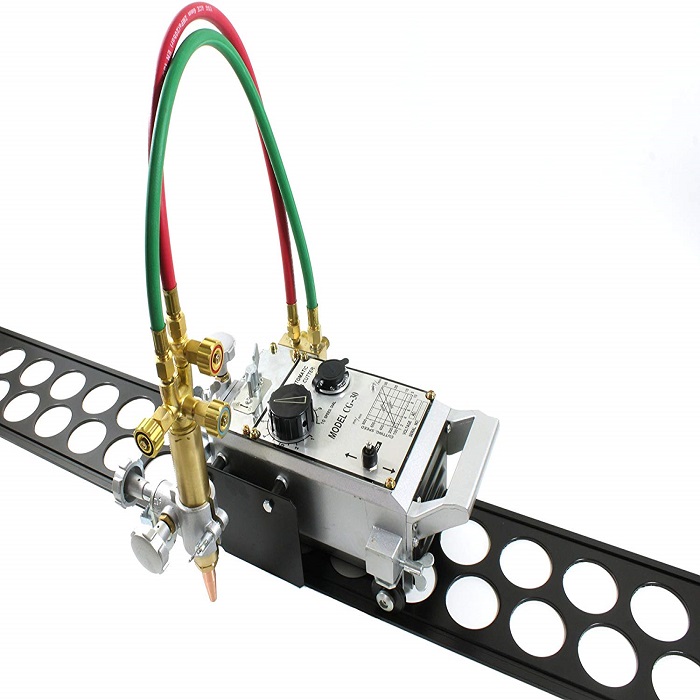
دستگاه هوا برش برقی (برش ریلی)
این دستگاه تحت عنوان دستگاه برش ریلی نیز شناخته می شود. این دستگاه قابل حمل (پرتابل) بوده و با ولتاژهای ۱۱۰ و ۲۲۰ ولت عملیات برش را اجرا می کند. بیشتر دستگاه های که قطعات لوله را به صورت ریلی برش می دهند دارای پرگار مخصوص و صلیبی هستند. با استفاده از صلیبی می توان برش های گرد را انجام داد و با استفاده از پرگارهای مخصوص می توان قطعات دیسکی شکل و فلنج ها را تولید کرد.
انواع دستگاه هوا برش برقی می تواند برش را به صورت تک فک و دو فک انجام دهند. حرکت متناوب و دورانی این دستگاه بدون لرزش است و دارای کاربردهای صنعتی بسیاری است.
ویژگی های دستگاه هوا برش برقی
دستگاه هوا برش برقی با ولتاژهای ۱۱۰ و ۲۲۰ ولت کار می کند.
این دستگاه بر روی ریلی با طول های گوناگون سوار شده و در امتداد این ریل حرکت می کند و برشی را بدون لرزش و حرکت اضافی بر روی قطعه فلزی ایجاد می کند.
طول ریل در این دستگاه ها می تواند متفاوت باشد و بسته به اندازه ی قطعه ی مورد نظر تغییر کند. همچنین در برش های گرد و دایره ای نیز می توان قطر برش را متغیر در نظر گرفت و میزان آن را افزایش یا کاهش داد.
نازل های تورچ دستگاه هوا برش برقی برای اکثر دستگاه ها متعدد و قابل تعویض اند.
سرعت برش انواع این دستگاه ها نیز متفاوت و قابل تنظیم است و بر حسب میلی متر بر دقیقه محاسبه می شود.
همچنین امکان تغییر سرعت در حرکت رو به جلو و رو به عقب دستگاه وجود دارد. در این حالت برش با کیفیت بالاتری حاصل می شود.
برش هایی که با استفاده از دستگاه هوا برش برقی ایجاد می شوند به صورت صاف، اریب یا گرد هستند.
بسیاری از این دستگاه ها برش را بر روی قطعاتی با ضخامت ۵ تا ۱۰۰ میلی متر ایجاد می کنند.
جنس بدنه ای این دستگاه را با استفاده فولاد یا استیل می سازند.
تعداد مشعل در دستگاه هوا برش برق نیز می تواند از یک تا دو عدد، متفاوت باشد.
روش کار دستگاه هوا برش برقی
در این دستگاه از مشعل مخصوص برشکاری استفاده می شود. زمانی که امکان بریدن لوله با استفاده از روش های دیگر میسر نباشد از این دستگاه استفاده می شود.
مشعل دستگاه هوا برش برقی ابتدا فلز پایه را حرارت می دهد. این حرارت دهی با استفاده از انواع گازهای سوختنی مثل استیلن، هیدروژن، بوتان، پروپان و گاز طبیعی انجام می شود. فلز با استفاده از این حرارت دهی به نقطه ذوب خود نزدیک می شود. پس از این مرحله جریان اکسیژن را به محل برش اضافه می کنند. اکسیژن و فلز وارد واکنش اکسیداسیون می شوند. این واکنش به نوبه ی خود تولید کننده ی گرما است و می توان گفت گرمای لازم برای برش خوردن فلز حرارت دیده با استفاده از واکنش اکسیداسیون و جریان اکسیژن تأمین می شود.
در جریان عملیات هوا برش به روش دستی نیاز به دقت و مهار عملکردی زیادی وجود دارد که می توان برای دستیابی به این دقت از قرقره پرگار برش استفاده کرد. اما در دستگاه هوا برش برقی از ریل ها، صلیبی ها و پرگارهای مخصوصی استفاده می شود که دستگاه بر روی آن ها سوار شده و به صورت خودکار و با سرعت معین و هم چنین با کمک جریان برق حرکتی یکنواخت خواهد داشت و برش را با دقت و ظرافت بیشتر انجام خواهد داد.
موارد استفاده از دستگاه برش ریلی در کارگاه هات تپ
در کارگاه هات تپ، اتصالات خطوط لوله را که در پروژه های مختلف هات تپ مورد استفاده قرار می گیرند از قطعات لوله مختلفی به دست می آورند. همچنین برخی قطعات دستگاه هات تپ که وظیفه ی اصلی برش بر روی خط لوله و انشعابی گیری در هات تپ را بر عهده دارد نیز در همین کارگاه ساخته می شود. برای تولید انواع قطعات اتصالات و دستگاه هات تپ می توان از اعمال زیادی بهره گیری کرد. تراشکاری، برشکاری، سنگ زنی، فرزکاری و جوشکاری چند نمونه از این اعمال مورد استفاده در کارگاه هات تپ هستند. برشکاری در کارگاه هات تپ می تواند با استفاده از هوابرش یا برش اکسیژن-گاز و همچنین دستگاه کلد کاتر انجام شود. برش کاری به هر دو روش دستی و اتوماتیک در کارگاه هات تپ اجرا می شود. برای ساخت پد های اسپلیت تی و یا دیگر قطعات اتصالات از دستگاه هوا برش برقی استفاده می شود. هم چنین هنگامی که قصد انجام عملیات استاپل و تعویض موضعی خط لوله را داشته باشیم از دستگاه برش برقی به منظور گردبری استفاده می کنیم. این برش دقیق است و به احتمال زیاد نیازی به فرزکاری، سیم زنی، سنگ زنی و پخ زنی در مراحل بعد از برش احتیاج نخواهد داشت.