پیش بند ایمنی یکی از پوشش های ایمنی است که به منظور جلوگیری از آسیب به لباس ها و به تبع آن بدن افراد، در محیط های کاری مورد استفاده قرار می گیرد. بسیاری از اعمال و کارها در محیط های کاری وجود دارند که شعله ها و حرارت حاصل از آن می تواند اعضای مختلف بدن انسان را با جراحت و آسیب مواجه سازند. یکی از انواع این اعمال، جوشکاری است. جوشکاری را می توان از پرریسک ترین مشاغل در سراسر جهان نام برد. افرادی که در این زمینه شغلی فعالیت می کنند علاوه بر داشتن تجربه و دانش روز در رابطه با شغل خود باید بسیاری نکات ایمنی را در حین کار و عملیات رعایت کنند.
پیش بند ایمنی در جوشکاری
جوشکاری در عملیات هات تپ
عملیات هات تپ نیز یکی از صدها پروژه ی اجرایی است که از جوشکاری استفاده فراوان دارد. جوشکاری در کارگاه هات تپ و در زمان ساخت اتصالات تا مراحل اجرایی آن در فاز عملیاتی کاربرد دارد.
اتصالات را ابتدا در محل کارگاه می سازیم. عملیات جوشکاری در ساخت و سرهم بندی قطعات مختلف اتصالات کاربرد ویژه ای دارد. پس از اینکه اتصالات را در کارگاه ساختند، سازه را به فاز عملیاتی منتقل می کنند. در فاز عملیاتی اتصالات را بر روی خط لوله نصب می کنند و اگر قطعات آن هنوز از هم جدا هستند (اسپلیت تی)، مونتاژ نهایی را با استفاده از جوشکاری بر روی خط لوله یا مخزن انجام می دهند.
در حین عملیات جوشکاری علاوه بر ترسیم فنی عملیات توسط تیم مهندسی، ایمنی عملیات نیز باید توسط فرد جوشکار و تیم HSE ترسیم شود. استفاده از تجهیزات حفاظت فردی در جوشکاری بسیار حائز اهمیت است.
تجهیزات حفاظت از سر و صورت، پوست، دست و بازو و همچنین عینک ایمنی در حین جوشکاری بسیار مهم است.
پیش بند ایمنی
یکی از وسایل حفاظت از سینه و بدن پیش بند ایمنی است. این پیش بند شکل خاصی در تفاوت با پیش بندهای مورد استفاده در صنایع دیگر ندارد اما متریال سازنده ی آن می تواند متفاوت باشد.
پیش بند ایمنی را می توانند در انواع زیر تولید کنند:
پیش بند چرمی
پیش بند مشمعی
پیش بند برزنتی
پیش بند نسوز آلومینیومی
پیش بند شیمیایی
و پیش بند پارچه ای.
در واقع پیش بند ایمنی نوعی محافظ ایمنی برای پوشاک و یا لباس کار است. پیش بند در درجه ی اول جلوی بدن را از زیر گردن تا حوالی زانوها پوشش می دهد. گاهی اوقات پوشش دهی این تجهیزات می تواند تا قوزک پا نیز وجود داشته باشد. در عملیات جوشکاری به منظور جلوگیری از پاشش جرقه های حاصل از جوش بر روی لباس که ممکن است منجر به اشتعال لباس و سوختن پوست بدن شود، از پیش بند ایمنی و بیش تر از نوع چرمی آن استفاده می شود. در واقع در ساخت این نوع پیش بند ها از چرم نسوز استفاده می شود که مقاومت لازم را در برابر حرارت جرقه های حاصل از جوش خواهد داشت.
کلد کاتر (cold cutter) دستگاهی است که تحت عنوان لوله بُر سرد یا پَخ زن پنوماتیکی نیز شناخته می شود. از این دستگاه در عملیات استاپل استفاده ی فراوان می شود. هنگامی که با آسیب موضعی خطوط لوله ی طویل مواجه باشیم، بدیهی است که خارج کردن خط لوله از سرویس دهی هزینه بر و زیان بار خواهد بود. در این حالت میزان بهره برداری از خط لوله کاهش می یابد و برای مدتی خدمات رسانی به نقاط پایین دست لوله متوقف خواهد شد و زمان بهره برداری مجدد از لوله نامشخص خواهد بود. در این وضعیت است که برای جلوگیری از توقف جریان سیال خط لوله و ممانعت از عدم بهره برداری، از عملیات استاپل استفاده می کنند. پروژه های استاپل متعددی در سراسر کشور توسط شرکت پیشگام صنعت ابزار به اجرا درآمده که در این پروژه ها از دستگاه کلد کاتر به منظور برش سرد لوله و پخ زنی آن استفاده شده است.
کلد کاتر
عملیات استاپل
در عملیات استاپل قسمتی از خط لوله را که دچار آسیب موضعی شده، ایزوله می کنند و جریان عبوری از این ناحیه را به طور موقت به مسیر فرعی دیگری به نام بای پس هدایت می کنند. برای اجرای عملیات استاپل از دستگاه های هات تپ، استاپل و کلد کاتر استفاده می کنند که هر کدام از این دستگاه ها وظیفه ی اجرای یک قسمت از عملیات استاپل را بر عهده دارد. از دستگاه هات تپ به منظور ایجاده دو برش هات تپ بر روی خط لوله استفاده می شود تا از این دو برش برای ایجاد خط لوله ی فرعی موقتی یا بای پس استفاده کنند. از دستگاه استاپل به منظور انسداد موقت قسمت آسیب دیده ی خط لوله استفاده می کنند. از دستگاه کلد کاتر نیز به منظور برش قطعه لوله ی جدید و بدون نقص فنی و هم سایز قطعه لوله ی آسیب دیده استفاده می کنند تا جایگزین لوله ی آسیب دیده در خط لوله شود.
در پایان عملیات استاپل بخشی از خط لوله که دچار آسیب دیدگی، پوسیدگی و یا نشتی شده است عاری از جریان سیال می گردد. جریان عبوری از این موضع را در پشت منطقه ی آسیب دیده وارد لوله ای فرعی به نام بای پس می کنند. طراحی بای پس به گونه ای است که جریان فرعی را در جلوی منطقه ی آسیب دیده دوباره به خط لوله اصلی بازمی گرداند. منطقه ی آسیب دیده توسط پلاگ ها دستگاه استاپل و با دو حفره ی جداگانه مسدود می شوند. جریان باقی مانده در موضع آسیب دیده توسط شیرهای ایزوله خالی می شوند. سپس قطعه لوله ی آسیب دیده را با استفاده از عملیات برشکاری از خط لوله جدا می کنند. حالا باید قطعه ی لوله ی جدیدی را با کمک عملیات جوشکاری و یا فلنج ها به خط لوله پیوند بزنند. این قطعه لوله بدون آسیب و هرگونه نقص است و ابعاد و اندازه های آن و زاویه بندی لبه های آن از پیش درون کارگاه و توسط دستگاه کلد کاتر انجام شده است.
دستگاه کلد کاتر cold cutter machine
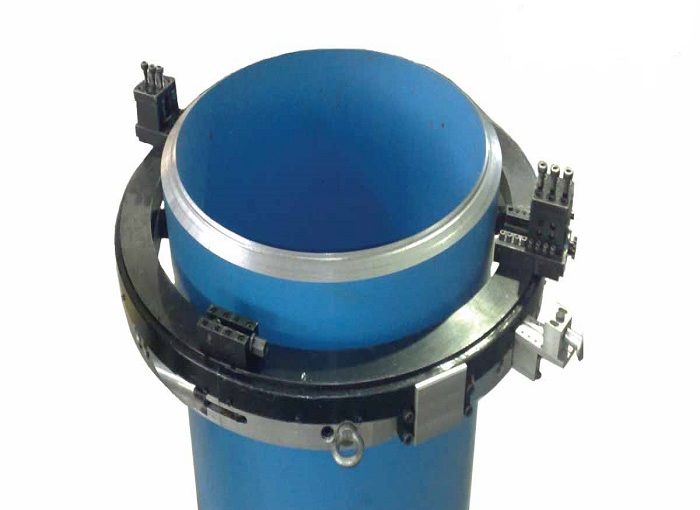
دستگاه کلد کاتر دستگاهی پرتابل یا قابل حمل است که می تواند لوله هایی با سایز ۶ تا ۷۲ اینچ را برش بزند. این دستگاه بر روی لوله نصب می شود و به دور لوله میگردد و با استفاده از کاتر خود لوله را به صورت کاملاً دقیق و منظم برش می دهد.
از این دستگاه می توان در بیشتر شرایط عملیاتی استفاده کرد. برشی که این دستگاه بر روی لوله ایجاد می کند به صورت سرد است. پس نمی توان انتظار داشت که اشتعال و انفجار در حین برش به وجود بیاید. همچنین در محیط های عملیاتی زیر سطح آب نیز می توان از کلد کاتر استفاده کرد.
اما برای ساخت قطعه لوله ی جدید و بدون نقص فنی در عملیات استاپل ابتدا سایز و قطر و یا اینچ خط لوله را به طور دقیق مشخص می کنند. سپس طول منطقه ی آسیب دیده را اندازه گیری می کنند. جنس خط لوله و ضخامت آن نیز از دیگر پارامترهایی است که باید در این مرحله مشخص شود. با استفاده از این پارامترها قطعه لوله همسان با خط لوله را انتخاب کرده و طول این لوله را با استفاده از دستگاه کلد کاتر هم اندازه ی منطقه ی آسیب دیده می برند.
این دستگاه را بر روی لوله نصب می کنند. قرار گیری برش زن سرد بر روی توسط زنجیرهای کششی خود دستگاه انجام می شود و نیازی به استفاده از اپراتور نخواهد بود. سطح نهایی برش توسط این دستگاه بسیار صاف است و نیازی به ماشینکاری ندارد.
در صورتی که اتصال این قطعه لوله بر روی خط لوله با استفاده از جوشکاری باشد وظیفه ی پخ زنی این لوله را نیز به کلد کاتر می سپارند. کلد کاتر لبه های سطح برش را به صورت زاویه دار برش می زند و همین موجب به وجود آمدن حفره ای برای جوشکاری می شود تا جوشکار بتواند تورچ جوشکاری را در این شیار متمرکز کند و جوش بهینه ای را در انتهای کار تحویل دهد.
نصب دستگاه برش زن سرد بر روی لوله بسیار آسان است.
سرعت برش ۱ min/inch of dia برای ضخامت های استاندارد خط لوله است.
نصب این دستگاه بر روی لوله های افقی یا عمودی میسر است.
عمر این دستگاه به علت ساختار قدرتمند آن بسیار طولانی است.
کلد کاتر می تواند انواع لوله های فولاد کربی، استنلس استیل، آهن چکش خوار، آهن ریخته گری و بسیاری از آلیاژهای مناسب را به صورت ماشینکاری شده برش دهد.
پس از برش قطعه لوله متناسب با طول موضع آسیب دیده از خط لوله، قطعه را به محل عملیات منتقل می کنند و با استفاده از عملیات جوشکاری یا با استفاده از فلنج ها به خط لوله پیوند می زنند. سپس لوله ی فرعی یا بای پس از از محل خود جدا می کنند و پلاگ های مسدود کننده ی استاپل را نیز از محل خود خارج می کنند. در این موقعیت جریان وارد خط لوله ی اصلی می شود و خط لوله بدون توقف در بهره برداری وخدمات رسانی، تعمیر خواهد شد.
پیگ رانی هوشمندخطوط لوله به عملیاتی اطلاق می شود که در آن با استفاده از دستگاه های هوشمند پیگ (pig)، به بهینه سازی، بازسازی و یا بازرسی خطوط لوله می پردازند. خطوط لوله های مختلف به دلیل وجود ناخالصی یا برخی مواد رسوبی درون سیال خود بعد از مدتی با انباشت رسوبات و پلاک ها مواجه اند. انباشته شدن این رسوبات، محیط داخلی لوله را کوچکتر می کند و همین امر مسبب افت در بهره برداری از خطوط لوله خواهد شد. پیگ رانی هوشمند نامی است که به Pipeline Inspection Gauge می گویند. این فرایند تعمیرات و یا بهینه سازی خطوط لوله را به منظور بهره برداری حداکثری مورد بازبینی و بازرسی قرار داده و حتی قادر است با استفاده از دستگاه خود که دستگاه پیگ رانی نامیده می شود، خطوط لوله را تمیز کند.
پیگ رانی هوشمند
پیگ رانی هوشمند
پیگ رانی هوشمند در واقع به معنی استفاده از تجهیزاتی هوشمند به نام پیگ است که به منظور پاکسازی، تمیزکازی بازرسی و بازبینی خطوط لوله در عملیات پیگ رانی شرکت می کنند.
به منظور حفظ خطوط لوله در شرایط مطلوب عملیات بازرسی خطوط لوله یا pipeline inspection را در بسیاری از پالایشگاه ها و مجتمع های پتروشیمی اجرا می کنند. یکی از قوانینی که در پالایشگاه های نفت و گاز از اهیمت ویژه ای برخوردار است بازرسی منظم و دوره ای از خطوط لوله است. مقررات ایمنی خطوط لوله نیازمند این است که اپراتور بازرسی شرایط خطوط لوله ی در حال بهره برداری را مطلوب گزارش کند. بازرسی از خطوط لوله شامل بازرسی خارجی و داخلی از این خطوط می باشد.
بازرسی داخلی از لوله ها توسط عملیات پیگ رانی هوشمند و با استفاده از پیگ های هوشمند صورت می گیرد. پیگ رانی هوشمند عملیاتی غیر مخرب است. پیگ رانی هوشمند با استفاده تکنولوژی های پیشرفته از جمله، نشت شار مغناطیسی و فن آوری های فراصوت بازرسی از محیط داخلی خط لوله را انجام خواهد داد. شیوه های پیگ رانی هوشمند در هر خط لوله متفاوت هستند و باید گفت به این منظور دستگاه های پیگ رانی هوشمند متنوعی نیز ساخته شده اند.
پیگ هوشمند چگونه کار می کند؟
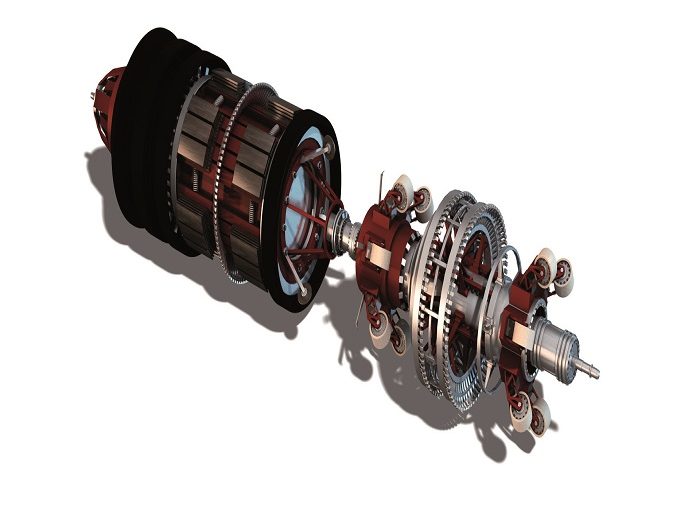
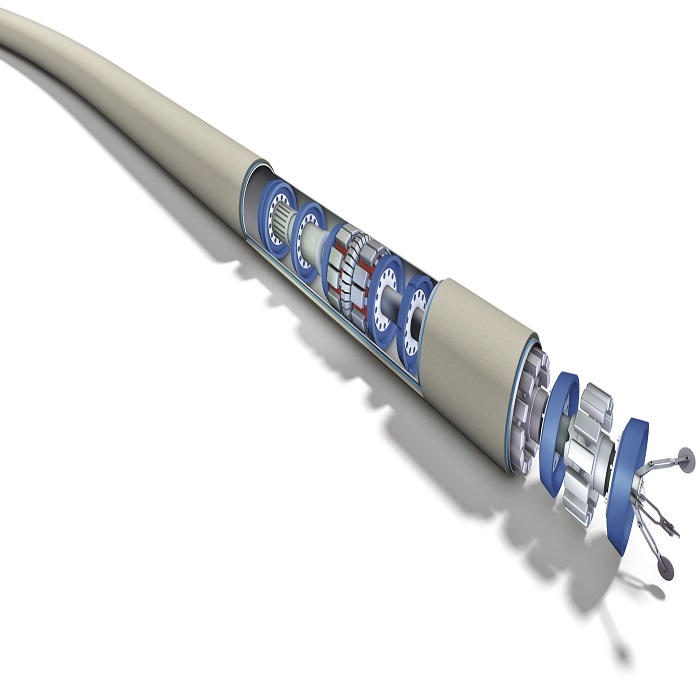
پیگ هوشمند وسیله ای برای پاکسازی و یا بازرسی از لوله های مختلف پالایشگاهی، پتروشیمی، گاز، آب و غیره. دستگاه پیگ از شاخک های پیچیده و متعددی ساخته شده که قابلیت جابجایی و انعطاف دارند و درون خط لوله خم می شوند. این شاخک ها در تماس با خط لوله صدایی جیغ مانند را ایجاد می کنند. این ماشین ها به شکل استوانه های طویلی هستند که در اجزای جانبی خود و شاخک های مذکور با هم تفاوت دارند.
یک ویژگی مشترک در همه ی پیگ ها وجود دارد که باعث می شود این پیگ ها به صورت مماس با دیواره ی داخلی خط لوله حرکت کنند. قابلیت انعطاف شاخک های پیگ ها موجب می شود تا قطر پیگ با قطر لوله همخوانی داشته باشد.
طیف گسترده ای از انواع پیگ ها این روزها در حال استفاده در صنایع خطوط لوله هستند.
پیگ های همگانی (utility): این پیگ ها به منظور تمیزکاری و یا مسدود کردن خطوط لوله در پیگ رانی هوشمند کاربرد دارند.
پیگ های بازرس (inspection): این پیگ به منظور بازرسی و جمع آوری اطلاعات از خطوط لوله در پیگ رانی بکار می روند. اطلاعاتی که این پیگ ها می توانند جمع آوری کنند، شامل دما، فشار خوردگی و پوسیدگی، قطر، خم و انحنا هستند.
این پیگ ها توسط دو فن آوری به روز عملیات پیگ رانی هوشمند را انجام می دهند:
نشر شار مغناطیسی (MFL): در این روش شار مغناطیسی به منظور شناسایی خوردگی، تشخیص عیب و نشت به دیواره ی لوله فرستاده می شود.
امواج اولتراسونیک (UT): در این روش امواج اولتراسونیک به منظور تعیین ضخامت لوله به سمت دیواره ی لوله فرستاده می شود.
پیگ های ویژه (specialty): از پلاگ ها می توان به عنوان مثالی از پیگ های ویژه نام برد. وظیفه ی این پیگ ها مسدود کردن خطوط لوله در نقاط مختلف است.
ژل پیگ ها (gel): مایعاتی ژل مانند هستند که به تنهایی یا همراه با دیگر پیگ ها در فرایندهایی از جمله تمیزکاری، تست هیدرواستاتیک، جداسازی محصول و یا حذف یک پیگ گیر کرده مورد استفاده قرار می گیرند.
این دستگاه ها در قسمت ابتدایی خود به شکل قیف هستند. یک راه انداز و یک گیرنده نیز در پیگ ها تعبیه می شود. وظیفه ی راه انداز پیشروی پیگ درون خط لوله است و گیرنده تمامی عیوب و نقص های خط لوله را با نقطه و مختصات محل آن دریافت خواهد کرد. این پیگ ها از نقطه ی آغازین یک خط لوله وارد آن می شوند و در طول خط لوله حرکت می کنند. ساختار این ماشین های به شکلی است که نقاطی از لوله که باریک تر است جمع می شوند و در نقاطی که لوله تاب برمیدارد تا بپیچد نیز به راحتی درون لوله پیچ می خورند.
سرشاخک های این پیگ ها در عملیات پیگ رانی هوشمند تمامی پلاک ها و رسوبات تجمع یافته در دیواره خط لوله را می تراشند و این رسوبات را همراه با جریان سیال به جلو می رانند تا در انتهای خط لوله از یک بخش ایزوله خارج شوند.
همچنین برای بازرسی نیز انواع ترک خوردگی، فرورفتگی، تغییر ضخامت، پوسیدگی و غیره نیز توسط پیگ های هوشمند شناخته می شوند و تیم تعمیراتی را از معایب لوله مطلع خواهد کرد.
پیگ رانی هوشمند بیشتر برای پاکسازی خط لوله اجرا خواهد شد. با این عملیات این تضمین وجود دارد که سیال درون خط لوله خالص است و هیچ گونه آلودگی و ناخالصی درون آن وجود ندارد.
بنابراین با استفاده از عملیات پیگ رانی هوشمند می توان میزان بهره برداری از خط لوله را در حالت حداکثری نگه داشت و پالایشگاه را از عملیات های لوله گذاری مکرر و قطع پی در پی سیال بی نیاز خواهد کرد.
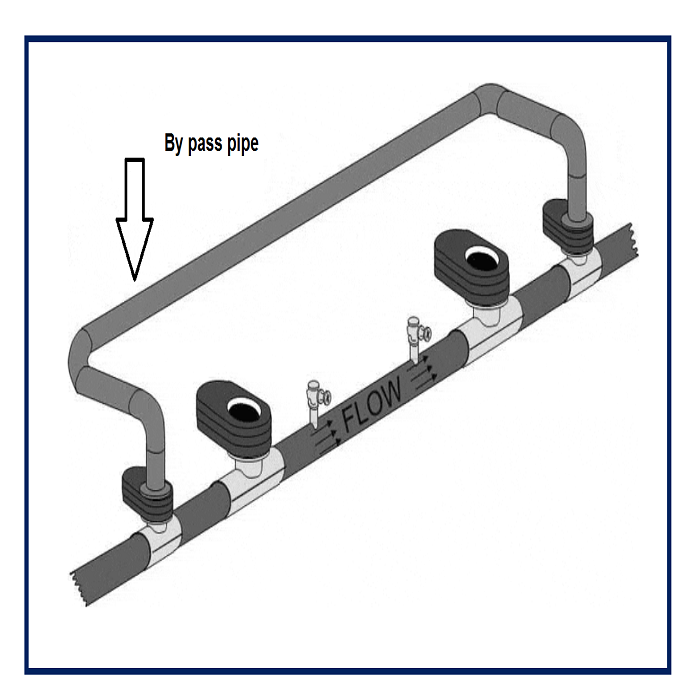
بای پس در خطوط لوله در زمانی مورد نیاز است که قسمتی از خط لوله دچار آسیب، خوردگی و پوسیدگی شده باشد. بای پس در واقع لوله ی کوتاه انشعابی است که به صورت فرعی در کنار منطقه ی آسیب دیده ی لوله نصب می شود و امکان تعمیر و بهینه سازی خط لوله را فراهم خواهد آورد.
بای پس در عملیات استاپل
آسیب به خطوط لوله که طول آن ها ممکن است به کیلومترها برسد یکی از معضلاتی است که گریبان گیر سازمان های دولتی و خصوصی می شود. خارج کردن این خطوط از سرویس دهی و بهره برداری موجب تلفات اقتصادی و هزینه ای بسیاری برای صاحبان آن ها و مشتریان بخصوصشان می شود. بنابراین به منظور جلوگیری از هدر رفت های اقتصادی و مالی و همچنین ممانعت از وقت کشی و اتلاف انرژی از عملیاتی گسترده به نام استاپل برای تعمیرات موضعی خطوط لوله استفاده می شود. این خطوط لوله ممکن است در حال انتقال سیالات گازی و نفتی پالایشگاه ها و یا مجتمع های پتروشیمی باشند و یا خطوط لوله ای باشند که در سطح شهر و یا بین شهرهای مختلف، انتقال دهنده ی گاز یا آب مصرفی خانوارها باشند.
استفاده از عملیات استاپل این امکان را فراهم می آورد تا بدون خارج کردن لوله از سرویس تعویض و تعمیر لوله میسر گردد. در این عملیات لوله دارای جریان بوده و به اصطلاح تحت فشار است. در این حالت نیازی نیست تا خدمات رسانی و بهره برداری از لوله را متوقف کنند. اما این عملیات چیست و از چه اجزایی تشکیل شده است؟
استاپل
در عملیات استاپل بر روی موضع آسیب دیده از لوله چهار برش ایجاد می کنند. این برش ها به روش هات تپ ایجاد می شوند. البته در این عملیات از دستگاهی به نام دستگاه استاپل استفاده می شود که عهده دار اصلی اجرای عملیات استاپل است. در این عملیات هم از دستگاه هات تپ و هم از دستگاه استاپل استفاده می شود. گفتیم که در این عملیات بر روی خط لوله چهار حفره را با برش های هات تپی ایجاد می کنند. ایجاد این حفره ها به این صورت است که دو حفره در عقب منطقه ی آسیب دیده برش می خورد و دو حفره نیز در جلوی آن برش داده می شود. در واقع منطقه ی آسیب دیده ی لوله مابین این چهار حفره قرار خواهد گرفت. دو حفره ی ابتدایی و انتهایی را با دستگاه هات تپ و دو حفره ی بینابینی را با دستگاه استاپل ایجاد می کنند. دستگاه استاپل دارای قابلیتی است که می توان هد یا سری های آن را عوض کرد. با این قابلیت هم می توان اجزای برشی هات تپ را بر روی آن سوار کرد و روی خط لوله برش هات تپی ایجاد کرد و هم می توان پلاگ های مسدود کننده را بر روی آن قرار داد و داخل لوله مستقر ساخت. اما این چهار حفره دقیقا به چه منظور بر روی خط لوله ایجاد می شوند؟
قسمتی از خط لوله را تصور کنید که دچار آسیب دیدگی است و ما قصد داریم بدون متوقف کردن جریان خط لوله، این قسمت آسیب دیده را از خط لوله جدا کرده و لوله ای بدون نقص و سالم را جایگزین آن کنیم. در این حالت باید جریان سیال را از موضع آسیب دیده خارج کرده و آن را وارد مسیر فرعی دیگری کنیم.
بای پس خط لوله چیست؟
بای پس مسیری انحرافی است که جریان سیال درون خط لوله را در موضعی کوتاه منحرف می کند. از دو برش انتهایی و ابتدایی ایجاد شده بر روی خط لوله برای ایجاد مسیر انحرافی یا بای پس استفاده می شود. بای پس کمک می کند تا قسمت آسیب دیده ی خط لوله عاری از جریان سیال باشد. بای پس وظیفه دارد تا مسیر جریان را از پشت منطقه ی آسیب دیده ی خط لوله به قسمت جلویی آن منحرف کند.
پس از نصب لوله ی بای پس یا مسیر انحرافی، نوبت به مسدود کردن و ایزوله کردن قسمت آسیب دیده ی خط لوله است. در این حالت دستگاه استاپل با استفاده از مسدود کننده هایی به نام پلاگ ورود جریان سیال به منطقه ی آسیب دیده را مسدود می سازد. این مسدودسازی در دو حفره ی بینابینی انجام می شود و از این پس جریان فقط در بای پس برقرار خواهد بود.
پلاگ های استاپل جداره ی داخلی لوله را طوری دربرمی گیرند که جریان خط لوله به طور کامل مسدود می شود. این پلاگ ها معمولا از نوع بادی هستند و پس از قرار گرفتن در خط لوله تا حد ممکن باد می شوند. شیرهای ایزوله ای بر روی منطقه ی آسیب دیده نصب می شود تا باقی مانده ی سیال درون لوله را از درون آن خالی کنند. نمونه ی این شیرها بر روی دستگاه استاپل نیز وجود دارد و مقدار اندک سیال نفوذ کرده به دستگاه نیز از طریق این شیرها تخلیه می شوند.
در این مرحله، لوله عاری از جریان سیال خواهد بود و سیال در بای پس به مسیر خود ادامه خواهد داد تا منطقه ی آسیب دیده ی لوله را از دو طرف برش می دهند. سپس لوله ای به همان اندازه را در محل آن جوشکاری کرده و از کیفیت و ایمنی جوش اطمینان حاصل می کنند. حالا منطقه ی آسیب دیده به طور کامل رفع نقص شده و جریان می تواند دوباره به این قسمت بازگردد و در مسیر اصلی به حرکت خود ادامه دهد. در این موقع پلاگ های مسدود کننده توسط دستگاه استاپل بیرون می روند و حفره های به جامانده با استفاده از اتصال و فلنج های کور بسته می شوند. بای پس نیز از جای خود برداشته می شود و محل حفره های آن نیز با فلنج های کور بسته می شوند و خط لوله دوباره به وضعیت قبلی خود بازمی گردد.
دستگاه استاپل، دستگاه هات تپ، لوله ی بای پس و دیگر اجزا و عملیات همگی در زیر مجموعه ی عملیات استاپل قادر به تعمیر خطوط لوله بدون توقف در جریان خط لوله هستند.
عینک ایمنی ابزار ایمنی و محافظت از چشم است که در بسیاری از محیط های کاری استفاده می شود. عینک ایمنی ابزار جدایی ناپذیر بسیاری از ردیف های شغلی است. در محل کارگاه هات تپ نیز بسیاری از اعمال و فرایندها به صورت فعالیت های زیر مجموعه ای در حال اجرا هستند که برای محافظت چشم افراد در آن فرایندها نیاز به استفاده از عینک ایمنی لازم و ضروری می باشد.
استفاده از عینک ایمنی در تست pt
چشم یکی از مهم ترین اعضای بدن است و به دلیل ساختاری که دارد آسیب پذیری زیادی را شامل می شود. وارد آمدن زخم به چشم و جریحه دار شدن بافت آن ممکن است هیچ گاه جبران پذیر نباشد. آماری که برای آسیب های شغلی به چشم در دسترس است سالیانه حدود ۹۰۰۰۰۰ مورد می باشد. آسیب به چشم در محیط کاری می تواند موجب از کارافتادگی شخص در تمامی طول عمرش شود و یا می تواند دلیلی بر انزوای شغلی و اجتماعی باشد.
مهندسین و برنامه ریزهای عملیات صنعتی که پایه و اصول هر عملیات را طرح ریزی می کنند باید توجه داشته باشند که حفظ اصول ایمنی کارکنان و اموال از ابتدایی ترین ضروریات اجرایی در هر محیط کاری است. این مهندسین باید تا حد امکان، آسیب های احتمالی را که ممکن است متوجه افراد شود از محیط کاری دور نمایند. برای مثال در خصوص محافظت از چشم ها باید تا حد امکان مانع از تماس چشم افراد با عوامل خطرزا شوند. در صورتی که پرهیز از این عوامل غیر ممکن باشد این مهندسین باید وسایل و تجهیزاتی را در محیط کاری مستقر کنند تا افراد با استفاده از این تجهیزات ایمنی از خطر بر حذر باشند. استفاده از عینک ایمنی در بسیاری از محیط های کاری، راه حلی است که برای محافظت از چشم افراد در برابر خطر احتمالی، اندیشیده شده است.
عینک ایمنی
در بسیاری از مشاغل باید از چشم ها در برابر اجسام خارجی، بخار، تشعشعات و غیره محافظت کرد. برای محافظت از چشم ها معمولاً از عینک ایمنی استفاده می شود. این عینک ها اندازه ای بزرگ دارند و حتی افرادی که از عینک های طبی استفاده می کنند می توانند از این عینک ها بر روی عینک طبی خود استفاده کنند. البته عینک های طبی دیگری وجود دارند که علاوه بر محافظت چشم در برابر خطرات و آسیب های شغلی، عیوب طبی و انکساری چشم را نیز برطرف می کنند. همچنین عینک هایی که کارکنان بر روی عینک طبی خود استفاده می کنند، باید به گونه ای باید که هیچ گونه مشکلی در دید فرد ایجاد نکنند.
شیشه ی این عینک ها با استفاده از فرایندهای حرارتی مقاوم سازی می شود تا به راحتی در برابر عوامل خارجی آسیب نبیند. دسته ی این عینک ها نیز یا از مواد فلزی همچون نیکل ساخته می شود و یا از جنس پلاستیک بوده و از موادی مانند سلولز استات بوتیرات، سلولز استات، پلی کربنات و نایلون ساخته می شود.
عینک ایمنی باید از لحاظ مقاومت با شرایط شغلی و نوع عملیاتی که می خواهند انجام دهند، همخوانی داشته باشد. همچنین این تجهیزات باید عاری از هرگونه حباب هوا، موج یا ترک خوردگی باشد. سطوح داخلی و خارجی این عینک ها نباید هیچ گونه موجی داشته باشد. قطر عینک های دایره ای شکل باید ۵۰ میلی متر، عرض آن ها ۵٫۴۴ میلی متر و ارتفاع آن ها از جهت قائم ۳۸ میلی متر باشد.
مقاومت شیشه ی عینک ایمنی برای کارهایی از جمله برش کاری، تراشکاری، پرچ زنی، سنگ زنی، فرزکاری و غیره باید به میزان کافی تأمین شود و مطابق با شرایط کاری باشد. انتخاب این عینک ها در هر محیط کاری باید بر طبق مقررات ایمنی و بهداشتی آن محیط انجام شود.
عینک ایمنی در رابطه با لنزهای خود از استاندارد ANSI Z 87.1 پیروی می کنند. این لنزها دارای طیف خاصی از کدورت هستند تا از چشم افراد و کارکنان در برابر درخشندگی و نور حاصل از کار محافظت کنند. عدد کدورت نامی است که بر این ویژگی عینک ها گذاشته شده است.توانایی عینک ایمنی در جذب اشعه های IR، UV و اشعه های مرئی را عدد کدورت می نامند. این عدد شماره عینک نیز نامیده می شود.
در کارهایی که ممکن است پرش اجسام خارجی به چشم آسیب بزند شیشه ها و لنزهای مقاوم تری برای ساخت این عینک ها به کار می رود.
عدسی عینک ایمنی معمولا از جنس پلی کربنات است. عدسی پلی کربناتی در برابر ضربه و برخورد اجسام سخت، مقاوم است. این عدسی ها زود خش برمی دارند بنابراین برای بهبود کیفیت و افزایش عمر آن ها باید از پوشش های محافظ بر روی آن ها استفاده کرد.
انواع لنزهای عینک ایمنی
لنزهای عینک های ایمنی می توانند با ویژگی ها و خواص متفاوتی تولید شوند. لنزهای ضد مه، ضد خش، ضد استاتیک که مانع از جذب گرد و غبار می شوند، ضد UV و لنز پلاریزه از جملۀ پرمصرف ترین عینک های ایمنی هستند.
انواع آسیب های چشمی که ممکن است در محیط کار متوجه افراد شوند عبارت اند از:
ورود اجسام خارجی به چشم
وارد آمدن زخم به چشم
ورود عوامل میکروبی به چشم و ابتلا به بیماری عفونی چشم
بیماری آب مروارید شغلی
ضربه به چشم
قرمزی چشم
آسیب دیدن چشم از پرتوها
سوزش، التهاب و خارش چشم
احساس درد و کوفتگی در چشم
آسیب به چشم به علت نور کم محیط کار
ورود گازهای شیمیایی و گرد و خاک به چشم
فرایندهای آسیب رسان به چشم در هات تپ
در کارگاه هات تپ و پیش از آغاز این عملیات بر روی خطوط لوله یا مخازن مختلف، نیاز به ساخت اتصالات و یکسری تعمیرات بر روی تجهیزات مختلف وجود دارد. برای مثال برای ساخت کاتر متناسب با جنس خط لوله و ضخامت آن نیاز به تراشکاری دارند. از عملیات تراشکاری همچنین برای ساخت آداپتور، اصلاحات دستگاه هات تپ و همچنین ساخت اتصالات نیز استفاده می شود. همان طور که پیداست در تراشکاری برخورد و پرش اجسام ریز خارجی به طرف چشم محتمل است. عملیات دیگری هم چون فوق سنگ زنی و فرزکاری نیز در محل کارگاه هات تپ اجرا خواهد شد. این دستورالعمل ها و ضوابط ایمنی، افراد حاضر در کارگاه را بر آن می دارد تا برای اجرای این عملیات از عینک ایمنی مخصوص و متناسب با این عملیات استفاده کند و از چشم های خود در برابر خطرات احتمالی محافظت کند.
ترانسیمتر در هات تپ به منظور اندازه گیری دقیق مواردی هم چون فشار سیال، دمای سیال، میزان فلو یا جریان آن، دبی سیال از یک مقطع و غیره استفاده می شود. عملیات هات تپ به مجموعه کارهای گرمی اطلاق می شود که با استفاده از آن ها می توان از لوله های تحت فشار و در حال سرویس انشعاب تهیه کرد و یا آن ها را مورد تعمیر و بازسازی قرار داد. اجرای عملیات هات تپ ، نیاز به موارد از پیش تعیین شده و ضروری دارد که بدون در دست بودن این موارد، غیر ممکن خواهد بود.
ترانسیمتر جریان
استفاده از تجهیزات ابزار دقیق در هات تپ
ابزار دقیق اداواتی برای اندازه گیری هستند که برای اندازه گیری کمیت هایی نظیر دما، دبی، فشار، سطح و غیره مورد استفاده قرار می گیرند. ابزار دقیق شامل ادواتی از جمله انواع سنسور، انواع کنترلر، نشان دهنده، ترانسمیتر، رکوردر و غیره می باشند که این ابزارها وظیفه اندازه گیری، انتقال، نمایش، ثبت و کنترل پارامترهای مهم فیزیکی را در عملیات های صنعتی به شکلی دقیق انجام می دهند.
ادوات ابزار دقیق را به سه شکل دسته بندی می کنند.
از نظر نوع عملکرد، ابزاری که کنترل دما، فشار یا رطوبت را به عهده دارد کنترلر نامیده می شود.
ابزاری که مقادیر اندازه گیری را نشان می دهد، تحت عنوان نمایشگر یا ایندیکیتور شناخته می شود.
و ابزاری که اطلاعات را به صورت سیگنال های استاندارد منتقل می کند، ترانسیمتر نام دارد.
اما موضوع مورد بررسی ما در این مطلب ترانسیمتر است. اینکه ابزار دقیق ترانسیمتر دقیقا چه نقشی در اندازه گیری دارد و موارد استفاده آن در پروژه های هات تپ به چه گونه است و اینکه این ابزار دقیقا چه کمیت هایی را در هات تپ اندازه گیری می کند.
ترانسیمتر چست
ترانسیمتر تجهیز ابزار دقیقی است که از آن برای اندازه گیری یکی از پارمترهای دما، فشار، دبی یا جریان، سطح و غیره استفاده می شود. در صنایع خطوط لوله و به خصوص در پروژه های هات تپ از این ابزار برای اندازه گیری همین پارامترها که مربوط به خط لوله یا سیال جاری درون آن هستند استفاده می شود.
ترانسیمترها پس از اندازه گیری یکی از پارامترهای فوق، این مقدار را به کمک یک سیگنال به بخش کنترل یا اتاق کنترل در بخش مجزایی از واحد صنعتی یا پالایشگاهی و پتروشیمی می فرستند. این سیگنال ها می توانند از نوع جریانی، ولتاژی و یا هر نوع دیگری باشند.
ترانسیمترها یا الکتریکی هستند یا نیوماتیکی و در صورت استفاده از هر کدام از آن ها سیگنال ارسالی کاملا دقیق بوده و برای تجهیزاتی که لوپ کنترل دارند قابل فهم و تشخیص خواهد بود. نوع الکتریکی و نیوماتیکی این ترانسیمترها در ارسال جریان متفاوت اند. ترانسیمترهای الکتریکی جریان الکتریکی ۲۰-۴ میلی آمپر را به سمت کنترلر الکتریکی ارسال می کند. ترانسیمتر نیوماتیکی نیز فشار هوای PSI 15-3 یا bar را به سمت کنترلرهای نیوماتیکی ارسال می کند.
این تجهیزات به منظور عدم مواجهه با هر گونه نویز، نوسانات برق، فیلترینگ و تقویت سیگنال به خروجی و ورودی کاملا ایزوله احتیاج دارند.
ساختار ترانسیمترها
این تجهیزات از سه قسمت تشکیل شده اند.
حس کننده
مبدل (ترانسدیوسر)
تقویت کننده
برای مدرج کرن و کالیبره کردن ترانسیمترها، طبق دستورالعمل ها و بروشورهای سازنده، ورودی های معینی را برای بدست آوردن یکسری خروجی ها در دستگاه تنظیم می کنند.
این تجهیزات ابزار دقیق در یک سمت خود با مواردی که قرار است کمیت های مورد نظر آن ها اندازه گیری شود، در تماس قرار می گیرند. سپس توسط حس کننده خود اطلاعات را جمع آوری می کنند و این اطلاعات را به پالس های الکرتیکی دیجیتال و آنالوگ تبدیل می کنند و پس از تقویت به واحد کنترل منتقل می کنند. در واحد کنترل، این مقادیر اندازه گیری شده برای فعالیت های مختلف مورد استفاده قرار می گیرند.
ترانسیمتر در هات تپ
در عملیات هات تپ از ترانسیمترها برای اندازه گیری فشار و دمای سیالات جاری دورن خطوط لوله استفاده می شود. این اندازه گیری در مواردی که لازم است در عملیات دمای سیال را مورد نظر بگیرند (در زمان برش) و یا زمانی که باید فشار سیال را مد نظر قرار دهند ( در زمان ساخت و نصب اتصالات و همچنین سایز لوله انشعابی و استحکام مورد نیاز برای انشعاب گیری)، مورد استفاده قرار می گیرد.
لوله پلی اتیلن از دهه ی ۵۰ میلادی در جهان تولید شد. موارد استفاده از پلی اتیلن بسیار گسترده است. همچنین سازگاری لوله پلی اتیلن با شرایط مختلف نسبت به انواع لوله های آهنی ، فولادی و سیمانی بیشتر است. همین موارد موجب شدند تا استفاده از لوله پلی اتیلن در پروژه های مختلف فراگیر شده و گسترش جهانی پیدا کند.
لوله پلی اتیلن در هات تپ
پلاستیک پلی اتیلن بلافاصله پس از تولید مورد استفاده قرار می گیرد و همین امر موجب استفاده ی فراگیر از آن شده است. این لوله ها با درجه بندی های خاصی از مواد تولیدی ساخته می شوند. اما در ایران در حال حاضر لوله های گرید PE80 و PE100 مورد استفاده قرار می گیرند. این لوله ها از جنس پلاستیک بوده و در گروه بندی پلاستیک ها در گروه گرما نرم ها یا ترموپلاستیک ها قرار می گیرند.
انعطاف پذیری لوله های پلی اتیلن موجب می شود تا میزان هزینه ها در هنگام نصب کردن لوله تا حد امکان کاهش یابد.
خصوصیات لوله پلی اتیلن
لوله های پلی اتیلن در طول های مستقیم تولید می شوند و بنابراین در هنگام نصب نیاز به استفاده ی زیاد از اتصالات بین لوله ای ندارند.
محصولات پلی اتیلن شامل موارد زیر هستند:
لوله های پلی اتیلن
اتصالات پلی اتیلن : این اتصالات شامل چند گروه هستند و در بین قطعات کوچک ترلوله ها قرار گرفته و آن ها را تبدیل به خط لوله ای طویل می کنند. اتصالات پلی اتیلن به سه گروه الکتروفیوژن ، جوشی و پیچشی تقسیم می شوند. در پروژه های گازرسانی از اتصالات الکتروفیوژن و در پروژه های آب رسانی از اتصالات پیچی استفاده می کنند. مابقی پروژه ها نیز با اتصالات جوشی انجام می شود.
منهول های پلی اتیلن : این تولیدات در واقع اتصالات خطوط لوله ی زیر زمینی بخصوص در شبکه های آب و فاضلاب هستند.
تولید این لوله در چند سال اخیر پیشرفت چشمگیری داشته و توانسته به عنوان جایگزینی مناسب برای لوله های فلزی ، PVC ، GRP و چدنی شود. استحکام بالا و نصب آسان این لوله ها دلیل انتخاب بی چون و چرای آن ها در پروژه های مختلف لوله گذاری است.
موارد استفاده از لوله های پلی اتیلن در پروژه های مختلف شامل موارد زیر خواهد بود.
شبکه های آب رسانی شهری و روستایی
شبکه های فاضلاب شهری و روستایی
شبکه های زهکشی
سیستم های سیال و فاضلاب های صنعتی
سیستم های آبیاری تحت فشار ( قطره ای و آبپاش ) و متحرک
پوشش کابل ارتباطی / پوشش فیبر نوری
پوشش کابل برق
پوشش لوله های فلزی
کانال های تهویه
لوله های پلی اتیلن در مدت ۵۰ سال گذشته تحولات بسیاری را در زمینه طراحی و مواد سازنده متحمل شده اند و بنابراین به کیفیت و مقاومت ارتقای چشمگیری یافته اند. بنابراین نیازهای طولانی مدت خطوط گاز و آب را پاسخگو هستند. قابیلت بارگیری لوله پلی اتیلن که در شبکه های زیر زمینی به کاربرده می شوند نیز افزایش قابل توجهی داشته است.
یکی از کلیدهای موفقیت استفاده از لوله های پلی اتیلن این است که خطوط لوله پلی اتیلن با استفاده از اتصالات فیوژن به هم وصل می شوند. مقاومت بالای اتصالات فیوژنی که هم سطح مقاومت لوله های مادر است موجب شده تا استفاده از این اتصالات به همراه خطوط لوله پلی اتیلن انتخاب اول کارفرمایان و پیمانکاران برای شبکه های آبرسانی و بخصوص گازرسانی باشد.
به منظور کاهش ریسک در آسیب پذیری خطوط لوله سعی بر این است تا همیشه نصاب های مجرب و کارکشته ای را برای عملیات لوله گذاری انتخاب کنند.
ارتباط لوله های پلی اتیلن و هات تپ
پروژه های هات تپ با خطوط لوله ی مختلفی سروکار خواهد داشت. خطوط لوله پلی اتیلن هم می توانند یکی از انواع خطوط لوله ای باشند که عملیات هات تپ روی آن ها انجام می شود.
عملیات هات تپ به طور کلی شامل ایجاد یک انشعاب یا خط لوله ی فرعی از یک خط لوله ی اصلی تحت فشار است. در این پروژه ها لوله ای را که درون آن جریانی از یک سیال مایع یا گازی برقرار است ، برش می دهند و روی آن حفره ای را به وجود می آورند. سپس خط لوله ی انشعابی را به مناطق مورد نظر می فرستند.
در عملیات هات تپ سازه ها ، تجهیزات ، ابزارآلات و ماشین هایی به کار می روند. اتصالات ، فلنج ها ، شیر یا ولو و ماشین هات تپ از این جمله اند.
اتصالات سازه هایی هستند که با استفاده از آن ها خط لوله را برای انشعاب گیری آماده می کنند. این سازه ها را پس از ساخت در کارگاه به منطقه ی عملیاتی منتقل می کنند تا بر روی خط لوله نصب شود. اما ساخت سازه و نصب آن روی لوله بستگی صد در صدی به جنس خط لوله خواهد داشت. اگر جنس لوله از متریال و آلیاژهایی باشد که بتوان عملیات جوشکاری را روی آن انجام داد سازه ها را به صورت جوشی ساخته و با جوشکاری روی خط لوله نصب می کنند. اما اگر خط لوله دارای جنس غیر فلزی باشد از اتصالات مکانیکی استفاده می شود. این اتصالات بدون نیاز به عملیات جوشکاری و با استفاده از پیچ و مهره و لوازم آب بندی مثل گسکت ها روی خط لوله نصب شده و آن را آب بندی می کنند.
لوله پلی اتیلن نیز از جنس پلاستیک است و مناسب عملیات جوشکاری نیست بنابراین حین انجام عملیات هات تپ روی این لوله ها باید از اتصالات مکانیکی استفاده کرد.
هات تپ عملیاتی است که استفاده از آن به صورت روز افزون در حال افزایش است. دلیل این افزایش در کاربرد این است که هات تپ به خوبی توانسته خود را با انواع خطوط لوله و خدمات آن وفق دهد. بنابراین می توان گفت که سازگاری هات تپ با خدمات خطوط لوله منجر به جایگزینی آن با روش های سنتی شده است.
شرکت پیشگام صنعت ابزار با بکارگیری نیروی انسانی و مهندسی مجرب و همچنین تجهیزات به روز و نوین آماده ی انجام عملیات هات تپ روی خطوط لوله ی متفاوت و بخصوص لوله پلی اتیلن در سراسر کشور خواهد بود.
اصول ایمنی در کارگاه در جهت مصونیت اعضای حاضر در کارگاه و هم چنین به منظور نگهداری و حفاظت از ابزارآلات ، وسایل و تجهیزات کارگاهی ، اجرا خواهد شد. اصول ایمنی در کارگاه می تواند برای همه ی کارگاه های صنعتی ، الزاماتی را به صورت یکپارچه و واحد در نظر بگیرد و هم چنین در هر کارگاه صنعتی می بایست بنابر نوع کار و نوع ادوات موجود در کارگاه دستورالعمل هایی را به صورت انحصاری به کارکنان آموزش داده و آن ها را ملزم به انجام این دستورالعمل ها کرد.
اصول ایمنی در کارگاه
حوادث معمولا به صورت غیر منتظره و بدون اطلاع قبلی در محیط های صنعتی رخ می دهد. اما می توان با پیاده سازی نکات ایمنی در هر کارگاه صنعتی مانع از رخداد بسیاری از این حوادث شد. به طور کلی پیاده سازی اصول ایمنی در کارگاه شامل چهار مرحله خواهد بود : پیشگیری از حوادث مربوط به نیروی انسانی ، طراحی و جانمایی صحیح دستگاه ها و تجهیزات ، مدیریت ایمنی و آموزش و بازرسی اصول ایمنی در کارگاه ؛
علل ایجاد حوادث در کارگاه
شرایط نا ایمن محیط کار و نقص اصول ایمنی در کارگاه می تواند به دلیل برخی سهل انگاری ها و هم چنین نقایص فنی رخ دهد که برخی از آن ها عبارت اند از:
طراحی ناصحیح روش کار ، محیط کار ، ماشین آلات و تجهیزات.
فقدان وسایل حفاظت فردی و یا ناکارآمدی وسایل و یا داشتن البسه نامناسب.
وجود نقایص فنی و معایب فیزیکی در ماشین آلات و معیوب بودن وسایل و ابزار کار.
از بین رفتن روکش عایق سیم های برق و یا آب بندی نبودن لوله های آب و گاز.
عدم حفاظ گذاری مناسب برای ادوات و ماشین آلات.
عدم پیش گیری از بروز احتراق یا انفجار.
شرایط نامطلوب و نامناسب محیط کار از جمله آلودگی هوا ، آلودگی صوتی ، کمبود روشنایی و … .
اختلال در سیستم کنترل ماشین های اتوماتیک.
عدم رعايت اصول حفاظتی در نصب دستگاه های برقی و فقدان سيستم اتصال به زمين در ادوات برقی.
عدم آموزش صحیح اصول ایمنی در کارگاه به کارکنان
گزینش نیروی نامتناسب انسانی
نیروی انسانی و ایمنی در کارگاه
تعادل در مسائل روانی و رفتاری نیروی انسانی در محل کارگاه بسیار مهم است. فقدان دانش ، تجربه و نداشتن مهارت کافی پرسنل حاضر در کارگاه می تواند عواقب جبران ناپذیری را به دنبال داشته باشد.
آشنا نبودن با محیط کار ، داشتن ترس و فقدان اعتماد به نفس ،
تنبلی ، سهل انگاری و دقت نکردن در کار ،
حواس پرتی و فراموش کاری
بی احتیاطی در انجام کار و یا داشتن وسواس بیش از حد در کارها ،
خلق و خوی تند و عصبی بودن و آمادگی برای تحریک آنی ،
تظاهر به شجاعت و غرور و ابزار خودنمایی و جلب توجه در کارگاه ،
و شوخی های نامناسب و نابجا ، از جمله عواملی هستند که می توانند کلیت ایمنی در کارگاه را از طرف نیروی انسانی حاضر در کارگاه متوجه خطراتی کنند.
استفاده از علائم هشدار دهنده
برای برقرار کردن اصول ایمنی در کارگاه نیاز است تا علائم هشدار دهنده ای در نقاط مختلف کارگاه مستقر شود تا در صورت بروز هر گونه نقص اصول ایمنی در کارگاه ، هشدار لازم به کارکنان داده شود. استفاده از علایم هشدار دهنده مانند چراغهای چشمك زن و تابلوهای شبرنگ و غیره در نقاط حساس و خطرناك ضروری است. كلیه علایم هشدار دهنده باید كاملا در معرض دید افراد بوده و به طور آشكار نصب شده باشند.
نکات دیگری که می بایست در حین کار در کارگاه مورد توجه قرار داد از قرار زیر است :
استفاده از وسایل ایمنی شامل لباس کار ، کفش و کلاه ایمنی و دستکش برای نیروی کار ضروری است.
به هنگام جابجایی و باز و بسته نمودن قطعات سنگین باید مراقب سقوط آن ها بود.
موقع شستشوی قطعات با نفت یا گازوئیل باید از دستکش ضد روغن استفاده کرد.
هنگام جوشکاری و برشکاری از ماسک مخصوص جوشکاری و برشکاری و دستکش چرمی استفاده شود.
در مجاورت مواد سوختی و قابل اشتعال از جوشکاری و برشکاری قطعات جلوگیری شود.
در هنگام کار با جرثقیل سقفی حتماً به دستورالعمل کار با جرثقیل توجه نمائید.
از ریختن وسایل اضافه در محیط کارگاه خودداری کنید و در پایان هر روز کاری آنها را مرتب در جای خود قرار دهید.
هنگام باز و بسته کردن قطعات برقی ماشین آلات از قطع بودن برق اطمینان حاصل شود( استفاده از تگ ایمنی).
جهت جلوگیری از زمین خوردن در محیط کارگاه از ریختن روغن و مواد نفتی در کف کارگاه خودداری شود.
از روشن نگه داشتن بی دلیل وسایل و ابزارآلات برقی در محیط کارگاه ، خودداری شود.
استعمال دخانیات ، استفاده بی دلیل از فندک و کبریت در محیط تعمیرگاه ممنوع می باشد.
پس از هر بار آلوده شدن پوست بدن با مواد نفتی ، شستشو با آب و صابون انجام شود.
در صورت خاموش بودن هواکش ها به ناظرین اطلاع داده شود.
در صورت مشاهده موارد ناایمن به ناظر ایمنی اورهال گزارش داده شود.
از آتش زدن هر ماده زائد در سایت و اطراف آن خودداری شود .
تجزیه و تحلیل حوادث نشان می دهد که یکی از علل اصلی وقوع حوادث و نقص اصول ایمنی در کارگاه ها ، عدم هماهنگی واحدهای کارگاه با واحد ایمنی است و ایجاد هماهنگی لازم میتواند منجر به کاهش حوادث ، بیماری ها وآلودگی های محیطی شود که این امر درنهایت منجر به بهبود عملکرد کارگاه خواهد شد. در عملیات هات تپ اصول ایمنی در کارگاه ، پیش نیاز نکات ایمنی کار گرم می باشد.